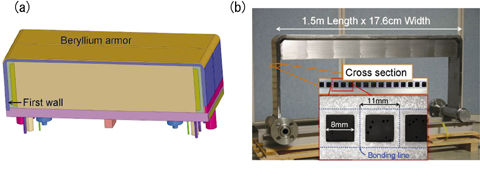
Fig.3-13 Fusion blanket and newly developed first wall components
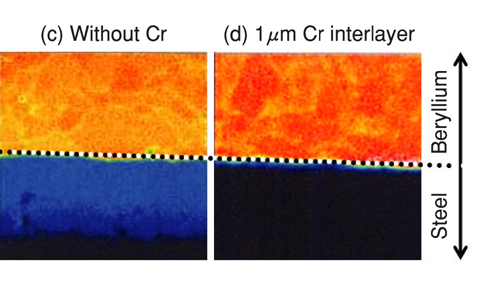
Fig.3-14 Elemental analysis of the interface of Be/RAF, after (c) HIP at 1,233 K without chromium foil, and (d) HIP at 1,023 K with 1µm chromium interlayer. The blue region in (c) shows brittle inter metallic compound.
We have developed two key technologies for fusion blanket components. The first one is a fabrication process of a first wall structure of the fusion blanket. The second one is a joint between the dissimilar metals beryllium (Be) and steel. These were developed from the Hot Isostatic Pressing (HIP) method. HIP is a kind of diffusion bonding method. The work-pieces are pressurized under high temperature argon atmosphere.
Fusion blanket is an important in-vessel component, which works as an energy converter, and it also produces tritium as a fusion fuel. It is to be loaded in ITER for demonstration of power production. The First Wall (FW) is the wall facing fusion plasma. The wall is exposed to high heat load and high flux neutron radiation. Therefore the FW has built-in cooling channel and its structural material is a reduced activation ferritic steel (RAF), which demonstrates superior resistance to radiation damage. However, the surface of the FW component must be covered with a low atomic number element, such as Be, for stable plasma operation(Fig.3-13). We applied the HIP method to fabrication of the built-in cooling channel of the FW component and the joint between Be and RAF.
For the FW fabrication, we developed precision RAF square tubes to minimize assembly gaps which cause excess deformation around joint interfaces. And we also optimized HIP and post HIP heat treatment conditions to avoid microstructural change which causes degradation in material properties such as ductility and toughness. The FW fabricated with these techniques demonstrated good dimension stability without degradation in mechanical properties. As for the Be/RAF dissimilar joint, it is well known that Be forms brittle intermetallic compounds with iron. Therefore we used chromium foil as a diffusion barrier and carefully set the HIP temperature to control diffusion of Be. We found that 1 µm chromium foil effectively worked as a diffusion barrier at 1,023 K. The chromium foil suppressed Be diffusion and it made a strong dissimilar joint (Fig.3-14).
We are intensively competing with the other "ITER" participating countries in the R&D of blanket manufacturing. We have developed these technologies prior to the others, and we have made a great advance towards the fusion power production.