Fig.8-3 The low level radioactive waste treatment facility (LWTF)
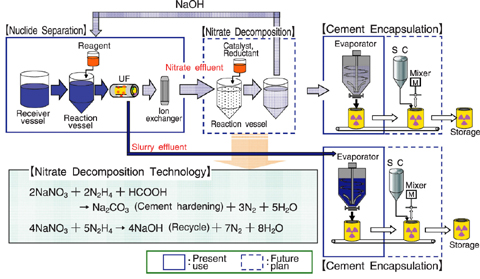
Fig.8-4 Present and future procedure of LLW treatment
The Low Level Radioactive Waste Treatment Facility (LWTF) was completed on September 2006 after about 4.5 years of construction (Fig.8-3). The role of LWTF is to demonstrate treatment technology for solid and effluent LLW. This section describes the effluent treatment, comprising Nuclide Separation, Hardening with Cement, and Nitrate Decomposition, the last two technologies to be installed in the future (Fig.8-4) .
1. Development of Nuclide Separation Technology
In the Nuclide Separation Process, the nuclide and salt in the effluent are separated prior to the cement hardening to reduce the cost of disposal. Following the Nuclide Separation, almost all the waste is converted into a nitrate effluent with a low radioactivity. The amount of slurry effluent with high radioactivity that will require disposal deep underground is reduced to about 10% of the original waste. In consideration of the chemical behavior of each nuclide, the following processes were incorporated in the Nuclide Separation.
(1) Radio-iodine is precipitated as Silver Iodide (AgI) by adding Silver Nitrate (AgNO3 ) and separated from the effluent with an Ultra-Filtration Membrane (UF) whose pore diameter is several tens of Å .
(2) α nuclides such as Pu and β γ nuclides such as Ruthenium are co-precipitated with Iron Hydroxide (FeO(OH)) by adding Ferric Nitrate (Fe(NO3 )3), and separated from the effluent with a UF membrane.
(3) Highly soluble materials like Cesium are adsorbed after ion exchange performed with [TiO(CO3 ) / TiO(ONa)2 ]n and K2 Co[Fe(CN)6 ].
2. Development of Cement Hardening Technology
Each of the liquids produced during separation of each nuclide is evaporated to adjust the water volume and mixed with cement by In-drum Mixing. The cement used is "SC," slag based cement. SC has ability to encapsulate the waste at high loading in aptly short time. SC has proved to be capable of uniform solidification when nitrate effluent is mixed in up to 50 wt% in a beaker. In these cases, adequate compressive strength over 10MPa was achieved. Further 200L trials have been performed, measuring the strength and density. It was found in these tests that the nitrate effluent was uniformly solidified.
3. Development of Nitrate Decomposition Technology
A high concentration of NaNO3 is contained in the effluent. Density of nitrate in the disposal environment has to be kept appropriately low. To solve this problem, we plan to decompose the sodium nitrate by a Catalyzed Reduction Process using a metal catalyst and reductant (hydrazine (N2H4 ) and formic acid (HCOOH)). Sodium Hydroxide (NaOH) is generated with decomposition of NaNO3 . The NaOH is then recycled as a reagent, which is expected to reduce the encapsulated waste. The process has been demonstrated to be capable of decomposing over 90% of the nitrate in a NaNO3 solution whose concentration is about 4.7mol/L. Further study is necessary to optimize the operating conditions and to improve the catalyst life-time, enabling practical applications.
<Previous: 8-1 | Next: 9 Development of Decommissioning and Radwaste Treatment Technology >