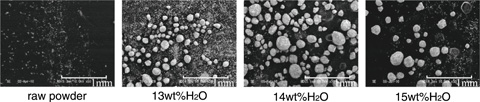
Fig.2-11 SEM photomicrograph of MOX powder obtained using agitating granulation
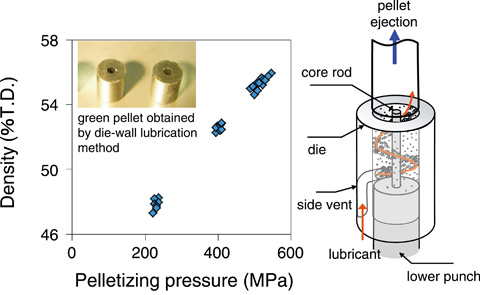
Fig.2-12 Relationship between pelletizing pressure and density
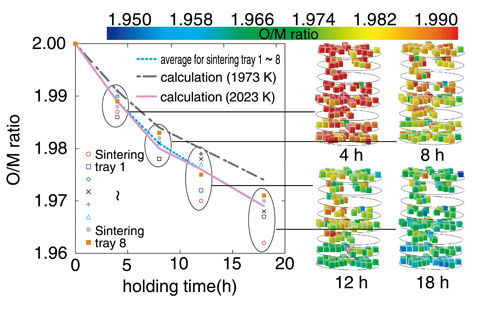
Fig.2-13 O/M ratio control of MOX pellet in a small-scale test
Low decontamination fuel has been developed for FBRs. A highly efficient and simplified fuel production process has been developed that requires one-third as many steps as the conventional process. The core techniques include agitating granulation, die-wall lubrication, and control of the oxygen to metal (O/M) ratio.
Agitating granulation leads to the formation of a good flowable powder that can be smoothly poured into a metallic die. Water is added to a uranium-plutonium mixed oxide (MOX) powder obtained using the microwave de-nitration method. With agitating granulation, the conventional granulation process can be omitted. Investigation of the relationship between the granulation conditions and the powder characteristics revealed that a large diameter granulated powder with good flowability can be obtained by adding 13~17wt% water (Fig.2-11).
The die-wall lubrication method involves the application of a lubricant on the die-wall in order to decrease the friction between the MOX powder and die wall. With this technique, conventional processes, such as the addition and mixing of lubricant and presintering, can be omitted. As shown in Fig.2-12, the density can be controlled without a nonuniform compressive load, by applying the lubricant in a spiral manner from the bottom up. The amount of lubricant can be decreased from 0.2wt% to 0.017wt% using this method.
The O/M ratio can be adjusted to 1.97 during sintering in order to prevent chemical reactions between the fuel and cladding. The O/M ratio depends on the oxygen potential, which is affected by the PH2/PH2O in the H2/Ar gas used for sintering. With a conventional sintering furnace, a lack of uniformity of the O/M ratio among different pellets is a recognized problem. It has been suggested that the H2 gas remaining between the sintering plates cannot react uniformly with the pellets. Therefore, a mesh plate was developed. In a small-scale (a few kilogram scale) test using mesh plates, it was confirmed that the gas was equally supplied to all of the pellets. The temperature and atmospheric conditions for control of the O/M ratio were then determined on the basis of the laboratory-scale test results. As can be seen in Fig.2-13, the O/M ratio can be accurately controlled.
Based on the results of this investigation, an efficient production process was confirmed that involves agitating granulation, die-wall lubrication, and heat treatment.
<Previous: 2-5 | Next: 3 Research and Development on Geological Disposal of High-Level Radioactive Waste >

