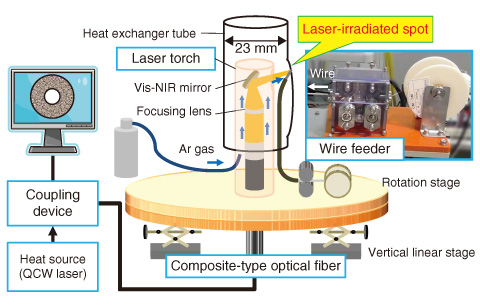
Fig.13-1 Schematic view of laser cladding system in heat exchanger tube
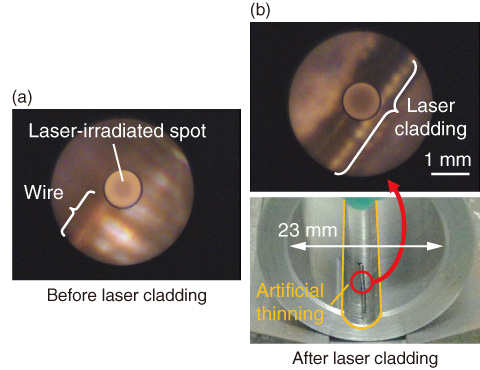
Fig.13-2 Laser cladding on wall of 1 in. tube
We developed an inspection and repair system for use in a heat exchanger tube in a fast breeder reactor (FBR). The key technology in this system was a composite-type optical fiber consisting of a central fiber to deliver the laser beam and surrounding fibers to transmit the visible image. We could observe a crack in the tube wall in the visible image and repair it by laser welding.
Inspection and repair technology for use in a limited tubular space is expected to have wide industrial applications outside of the field of nuclear energy. We are promoting the technical development of a method of repairing wall thinning in heat exchanger tubes in a petrochemical plant. Wall thinning appears as a dimple on the tube wall and is repaired by melting and bonding wires to the base metal. Arc welding is typically used for repairing metal parts. However, in the limited tubular space, the excess heat of the arc often breaks the welding devices and causes inferior welding. A laser beam can be delivered by an optical fiber and concentrate the energy in a local spot, so it is suitable for use in a narrow space.
Precise wire feeding to a small laser-irradiated spot is very important for successful laser cladding. A composite-type optical fiberscope is useful for this purpose. It is necessary to use a welding wire thinner than the typical one because an allowable bending radius is about 10 mm in a 23 mm tube We developed a new wire feeder in cooperation with an excellent machining company in Fukui (Fig.13-1). This device can continuously feed 0.4 mm wire by adjusting the roller gripping force and varying the feeding speed. Its size is about 10 cm3.
The developed wire feeder, laser torch, and composite-type optical fiber were assembled (Fig.13-1), and the laser cladding in a 23 mm carbon steel tube was examined using this system. As a result, we succeeded in continuously feeding the wire to the laser-irradiated spot and producing a line cladding layer that was about 1 mm in width and 0.2 mm in height (Fig.13-2).
In the future, we will control this laser cladding system automatically so that it will fit inside a tube for practical use in petrochemical plants. In this experiment, the wire was comparable in hardness to the base metal. We will try to use a wire that has high erosion-corrosion resistance to suppress wall thinning.
<Previous: 13 Development of Experimental Techniques / Facilities at JAEA R&D Centers | Next: 13-2 >

