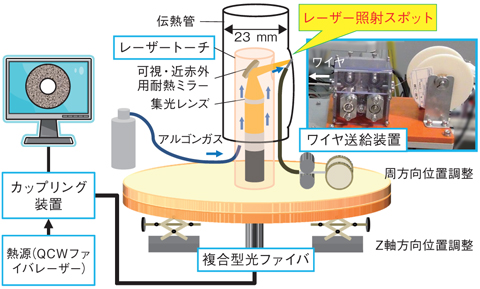
図13-1 伝熱管内レーザー肉盛り溶接システムの概略図
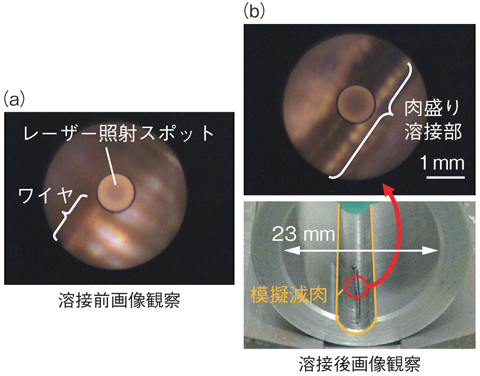
図13-2 管内壁への肉盛り溶接試験
敦賀本部レーザー共同研究所では、これまでに高速炉熱交換器伝熱管内の検査補修システムを開発しました。これは画像観察とレーザー照射を同時に実現する複合型光ファイバ技術を用いて、伝熱管内壁の欠陥を画像により確認しながら、レーザー照射により溶接補修を行うことができるシステムです。
この配管の中で「見る」「直す」技術は、原子力分野以外でも様々な分野での応用が期待されます。現在、私たちは石油化学メーカーの要請を受け、化学プラントの熱交換器伝熱管に発生した配管減肉補修のための技術開発を進めています。配管減肉のような大きく削れた損傷は、肉盛り溶接と言われる母材の表面にワイヤ等の金属を溶着させる方法で補修します。通常よく用いられるアークによる肉盛り溶接は、熱量が大きく広範囲に及ぶため、配管内のような狭い空間で行うと機器の損傷や溶接不良が生じます。一方、レーザーは、局所的にエネルギーを集中させることができる熱源であり、光ファイバによって伝送できるため、狭い空間での作業に適しています。
レーザー肉盛り溶接を行う上で大切なことは、レーザーが照射される小さな範囲に補修箇所の母材と溶接ワイヤを正確に一致させることです。そのためには、同時に「見る」ことができる複合型光ファイバ技術が役立ちます。また、狭い空間でのワイヤ供給は、屈曲などを考えると一般に使用される溶接用ワイヤより細いワイヤを使用する必要があります。そこで私たちは、機械加工に優れた福井県下の企業と協力して新たなワイヤ送給装置を開発しました(図13-1)。送給ローラーの調整によりφ0.4 mmのワイヤを速度可変で連続的に送給可能です。現場での使用を考え、約10 cm角とコンパクトな大きさとしました。
開発したワイヤ送給装置に、レーザートーチ,複合型光ファイバ等を加えてシステム化し(図13-1)、内径23 mmの伝熱管への溶接試験を行いました。試験の結果、レーザー照射スポットと溶接ワイヤ送給位置が連続的に一致し(図13-2(a))、内径23 mmの伝熱管内壁に幅約1 mm,高さ約0.2 mm直線状に肉盛り溶接を行うことに成功しました(図13-2(b))。
今後は、プラントへの実用化に向けて、減肉の形状に合わせた肉盛り溶接装置の制御を進めていきます。また、今回の試験では母材と同程度の硬さのワイヤを使用しましたが、侵食に強い材料など他の材料特性についても検討し、減肉進展の抑制に努めます。

