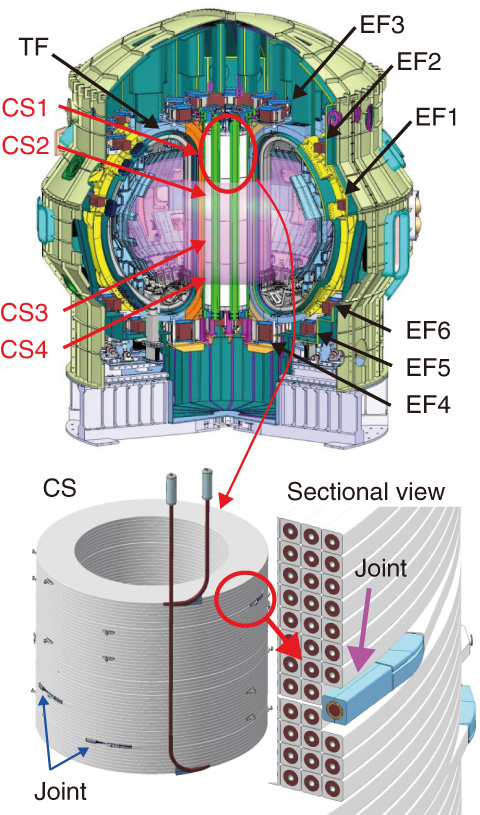
Fig.4-23 Superconducting coil system for JT-60SA and joint part for CS
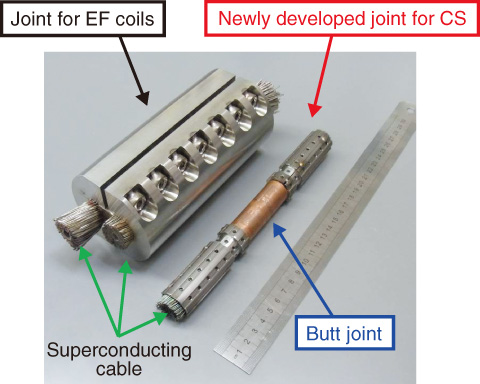
Fig.4-24 Comparison of joints
To obtain a high-performance plasma of long duration, a superconducting coil system is constructed for the Satellite Tokamak Program (JT-60SA). The system, which is one of the largest after ITER, consists of 18 D-shaped toroidal field (TF) coils, four stacks of central solenoids (CSs), and six plasma equilibrium field (EF) coils, as shown in Fig.4-23. The manufacturing of these coils is shared between Japan and Europe. Japan is manufacturing the superconductors for the CS and EF coils, and the CS and EF coils themselves. Italy is manufacturing the superconductors for the TF coils, and France and Italy are manufacturing the TF coils.
Because even the smallest coil needs >3 km of superconductor, the connection of superconductors through normal conducting copper after coil winding is essential. If the heat caused by electrical resistance at the joint is large, a superconducting state around the joint cannot be sustained, so the capacity of the cryoplant has to be increased. The required electrical resistance of the joint is <5 nΩ. The conventional joint adopted for the EF coils (Fig.4-24, left) is manufactured by overlapping the cables and soldering. However, the diameter of the CS, which induces the plasma current, had to be maximized as far as possible within the limited space, as shown in Fig.4-23. Therefore, the butt joint technique (Fig.4-24, right) was developed by improving the joint technique used for the ITER CS Model Coil. The newly developed device can connect superconductors after coil winding and can locate joints in the coil winding. The butt joint is obtained by diffusion bonding with 30 MPa of bonding pressure and heat treatment at 650 °C. A joint sample made by this technique was fabricated and tested. The joint sample reached 2 nΩ (<5 nΩ) of electrical resistance under the most severe operational condition of 2 T, 7 K, and 20 kA. Because all the manufacturing processes were confirmed, mass production of CSs was started.

