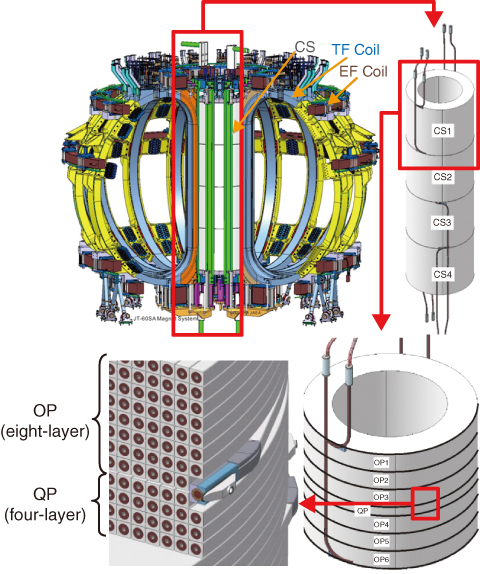
Fig.9-16 Central Solenoid for JT-60SA
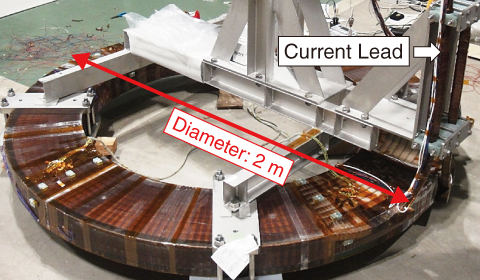
Fig.9-17 CS Model Coil
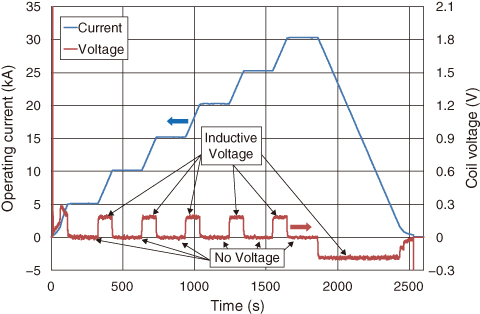
Fig.9-18 Voltage Measurement of the CS Model Coil
The manufacture of superconducting magnets is in progress as one of the components of the JT-60SA project. The JT-60SA is to comprise 18 TFCs, a CS and 6 equilibrium field (EF) coils, as shown in Fig.9-16. The TFCs are being manufactured by the EU, and the CS and EF coils are being manufactured by Japan.
A NbTi conductor is used for the TFCs and EF coils because of its low magnetic field of under 6 T. The NbTi has a high mechanical workability, but cannot be used for high magnetic field applications. Thus, the Nb3Sn conductor was selected for the CS since the magnetic field reaches 9 T during the operation.
The heat-treated Nb3Sn conductor cannot be bent or wound into a coil configuration because Nb3Sn is very brittle and loses superconductivity easily by deformation. Therefore, the conductor is wound into the final shape before combining Nb with Sn, and then the shaped conductor is heat-treated to manufacture Nb3Sn. For precise plasma control, the circularity of the CS is required to be less than 4 mm per 2 m in diameter. The technical capabilities to handle the Nb3Sn conductor and the coil winding with a high accuracy are required for CS manufacturing.
We developed a winding machine that controls the deformation amount from the bending radius and the conductor stiffness. A feedback sequence is added to the winding process to cancel-out the variation of the bending stiffness of the conductor. In addition, the winding accuracy was maintained after the insulation process by appropriate control of the insulation thickness. The winding accuracy of the preproduction was 1.6 mm, which met the minimum requirement of 4 mm. The CS model coil shown in Fig.9-17 was manufactured using the developed winding method and was used for the performance verification test.
The test result shows that the superconducting state was successfully maintained up to 30 kA (Fig.9-18). This means that the CS can be well manufactured using the developed winding method. The manufacturing of the real CS was commenced as a result of this achievement.

