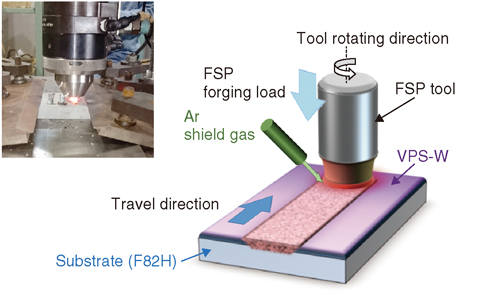
Fig.9-25 General view of friction stir processing
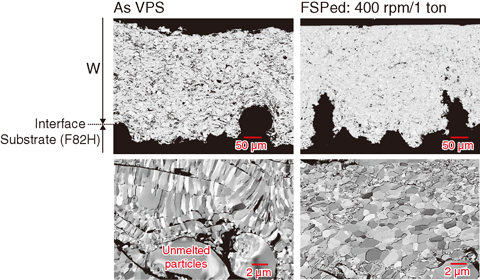
Fig.9-26 SEM observation on VPS-W before and after FSP
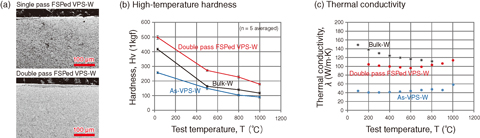
Fig.9-27 Cross-sectional SEM images, temperature dependences of high-temperature hardness, and thermal conductivities of double-pass FSPed VPS-W, as-VPS-W, and bulk-W
Tungsten (W) is the primary candidate for a plasma-facing material in fusion devices, due to its high melting temperature, good thermal conductivity, and low sputtering rate.
The vacuum plasma spray (VPS) technique has been investigated, as it is practical for coating a large area. The issues are that the thermal conductivity of VPS-W is significantly lower and the hardness of VPS-W is much less than those of bulk-W.
Friction stir processing (FSP) is a modification technology that was successfully demonstrated on thermally sprayed cemented carbide layers, which are used as the base materials for cutting tools, dyes, and molds. FSP was applied to VPS-W in this study to solve the issues related to VPS-W (Fig.9-25). The elongated grains in as-VPS-W were found to become finer, equiaxed, and uniform when the VPS-W was FSPed, and the number of interfacial cracks and pores became much less in FSPed VPS-W (Fig.9-26). The remaining gaps between stirred grains in the single-pass FSPed VPS-W were almost gone in double-passed FSPed VPS-W, and grains became more equiaxed and uniform (Fig.9-27(a)). High-temperature hardness tests revealed that the FSPed VPS-W was harder than bulk-W and VPS-W in all temperature ranges and that the thermal conductivity of the FSPed VPS-W is 80% of that of bulk-W at 200 ℃ and became equivalent at 800 ℃ (Figs.9-27(b) and (c)).
This study was conducted as collaborative research with Professor Hidetoshi Fujii of the Joining and Welding Research Institute, Osaka University.

