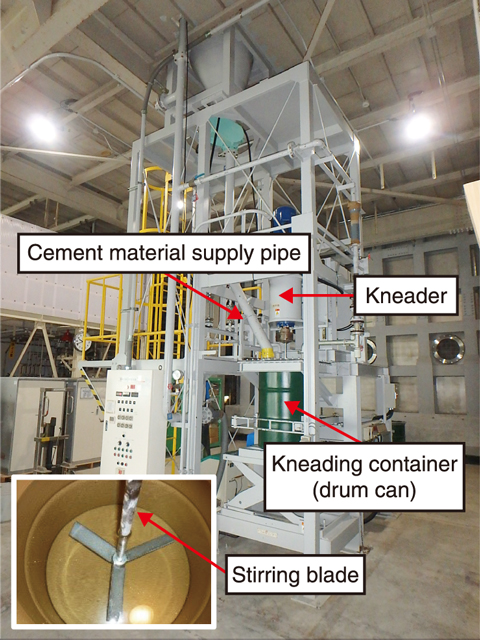
Fig.8-27 Real-scale kneading machine
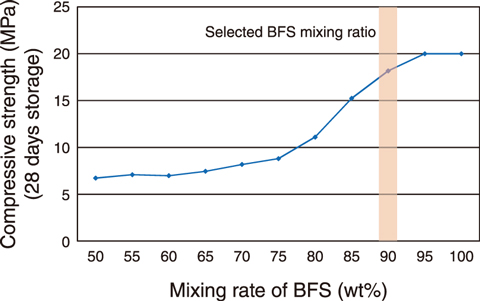
Fig.8-28 Changes in BFS mixing ratio and compressive strength for OPC
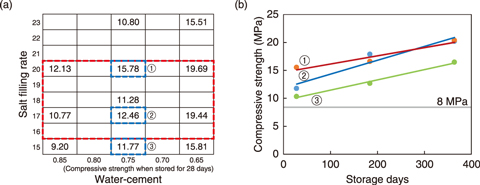
Fig.8-29 (a) Core compressive strength in mixed cement and (b) rate of change in compressive strength during long-term storage
At the Low-Level Radioactive Waste Treatment Technology Development Facility (LWTF), the low-level radioactive concentrated liquid waste and phosphoric acid liquid waste generated at the reprocessing facility is to be solidified. Of these, low-level radioactive concentrated liquid waste is subjected to nuclide separation (coprecipitation/ultrafiltration, Cs/Sr adsorption) and separated into slurry waste liquid and nitrate waste liquid. Nitrate waste liquid is converted to carbonate waste liquid by nitrate decomposition and it is planned to be cemented by using an in-drum mixing method. Carbonate waste liquid generated by nitrate decomposition treatment accelerates cement solidification, causing ordinary Portland cement (OPC), generally used for cement solidification, to cure too quickly. A new cement material must thus be selected and examined. Thus, the solidification range under various conditions such as water: cement ratio and salt filling rate (ratio of salt contained in solidified body when solidified), and the compressive strength during long-term storage was investigated using a real-scale kneading machine (Fig.8-27). The cement studied was a mixture of blast-furnace slag fine powder (BFS), which hardens slowly by reacting with alkali, and OPC. Increasing the ratio of BFS caused an increase of compressive strength and fluidity (Fig.8-28). Based on these results, real-scale kneading was performed using mixed cement with a BFS:OPC ratio of 9:1. As the ratio of water and carbonate is expected to at the LWTF, the range of possible solidification was also investigated using the water: cement ratio and salt filling rate, which greatly affect the solidification properties, as parameters (Fig.8-29(a)). As a result, a the water-cement ratio of between 0.65 and 0.85 and salt filling rate between 15wt% and 23wt% satisfied the target compressive strength (≥8 MPa). From the red dotted line centered on ② (in the error range of LWTF operation), it was confirmed that solidification was possible even in consideration of fluctuations in the ratio of water and carbonate. Furthermore, the long-term change in compressive strength of the solidified material was found to increase over a long term (Fig.8-29(b)), likely because the BFS contained in the cement reacts slowly, slowly increasing the compressive strength. In addition, since no abnormalities such as cracks were observed after long-term storage, the solidified body was confirmed to be stable and did not expand or contract.
These results can be used to design a cement solidification facility for installation in the LWTF. In future work on cement solidification tests, a wider range of solidification condition will be studied to optimize LWTF operation.

