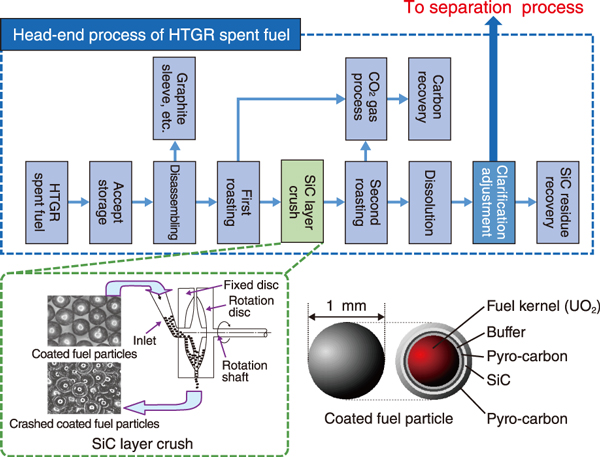
Fig.1 Coated fuel particle and head-end process
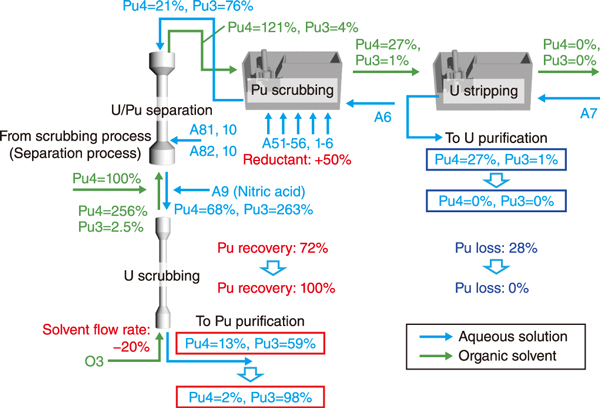
Fig.2 Plutonium balance and improvement effect of the proposed separation process
Coated fuel particles from HTGRs (Fig.1) can be reprocessed by the current reprocessing facilities for light-water reactors by adding a head-end process to remove the fuel kernel via de-coating. Elemental technologies for the head-end process were demonstrated through cold tests. Hot tests using spent fuel from the High Temperature Engineering Test Reactor are currently being planned.
During reprocessing, uranium and plutonium are recovered with high purity by repeated extraction, scrubbing, and stripping using a solvent extraction method called PUREX; however, the process must be designed according to the composition of the spent fuel. The previous study assumed that the composition of the HTGR spent fuel is diluted with depleted uranium so that it is similar to the composition of the LWR spent fuel under the condition that the Rokkasho Reprocessing Plant remains as stable as possible. However, compared with the LWR fuel, the HTGR fuel has approximately three times the burnup, which is the amount of energy generated from the fuel; that is, the amount of electricity generated by the HTGR fuel is also approximately three times that generated by the LWR fuel. If this characteristic can be considered, the amount of reprocessing and its cost can be reduced to one-third that of LWR fuel. However, a previous study proposed the dilution of fuel by approximately three times with depleted uranium, thereby losing the advantage of this characteristic.
Therefore, we proposed a method for reprocessing spent HTGR fuel without dilution by depleted uranium for a separation process similar to that used in the Rokkasho Reprocessing Plant. We evaluated its effectiveness by using the reprocessing process calculation code PARC (Fig.2).
The recovery rates of uranium and plutonium during the separation process were almost 100%. However, if a solution with the composition of the HTGR spent fuel is fed into the process without changing the process conditions of the Rokkasho Reprocessing Plant, tetravalent plutonium, which is easily extracted on the solvent side, flows into the uranium purification process along with the solvent flow, and the recovery ratio decreases to 72%.
Therefore, we proposed the following measures to prevent plutonium flow during the uranium purification process.
![]() Increase the amount of reductant injected in the plutonium scrubber by 50% to reduce the plutonium from its tetravalent form to its trivalent form
Increase the amount of reductant injected in the plutonium scrubber by 50% to reduce the plutonium from its tetravalent form to its trivalent form
![]() Reduce the solvent flow rate by 20%
Reduce the solvent flow rate by 20%
A recovery rate of 100% was achieved for the combination of the two methods.
Additionally, the economic feasibility of this change in the separation process was evaluated by considering the impact of the change on the subsequent process. It was found that the cost of reprocessing can be reduced by 65% compared with the existing process.
(Yuji Fukaya)

