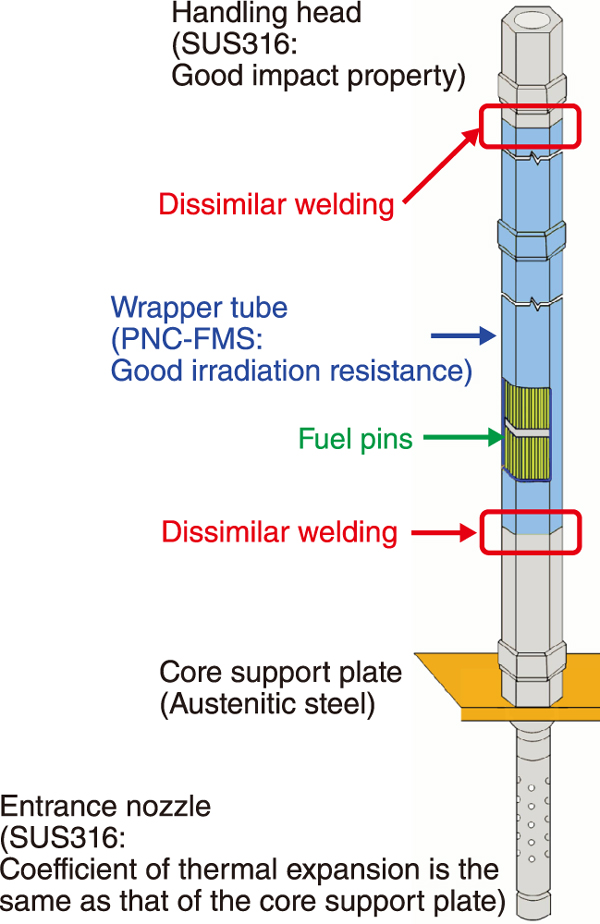
Fig.1 Schematic of a fuel sub-assembly for a sodium-cooled fast reactor
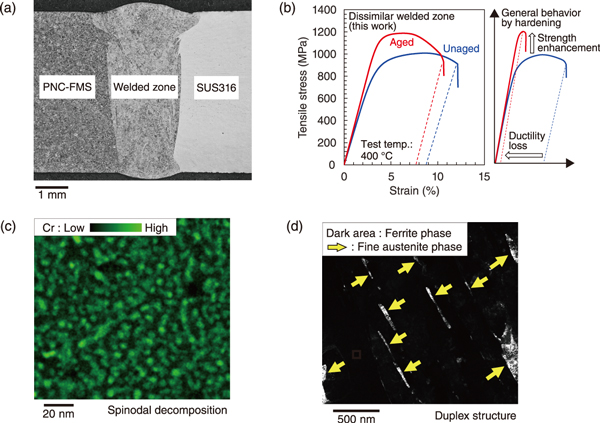
Fig.2 Dissimilar welded zone: (a) metallography, (b) tensile property, (c) Cr distribution, and (d) duplex structure
The JAEA is developing high-performance fuel sub-assemblies with improved fuel safety (maintaining fuel integrity over a long period), economic efficiency (reducing fuel costs), and smaller nuclear waste (increasing transmutation rate of long-lived nuclides) in a fast-reactor cycle system. The wrapper tube of a sodium-cooled fast reactor (SFR) is a duct with a hexagonal cross section containing fuel pins (Fig.1). To maintain a clearance to insert control rods at reactor scram and to ensure fuel integrity during earthquakes, the wrapper tube should maintain adequate dimensional stability and mechanical strength even in severe core environments: high doses of neutron irradiation and high temperatures. To meet these requirements, we developed a ferritic/martensitic steel (PNC-FMS) wrapper tube, which has remarkable resistance to irradiation-induced swelling and exhibits excellent high-temperature strength. Considering the impact load during an earthquake, we are developing the technology to weld ductile SUS316 parts (Cr concentration: 17wt%) to PNC-FMS wrapper tubes (Cr concentration: 11wt%) using electron beams (Fig.1, Fig.2(a)).
As a feasibility study of this dissimilar welding technology, thermal aging tests were carried out for 30,000 h at 400, 550 and 600 ℃ that are assumed to be the temperatures at the bottom and top of the reactor core, respectively, during SFR operation. The tensile behaviors of aged and unaged dissimilar welds at 400 ℃ are compared in Fig.2(b), revealing that the dissimilar welds can maintain sufficient ductility even under considerable hardening, unlike the commonly observed behavior that enhancement of the material strength causes loss of ductility.
To elucidate the mechanism of the new finding, we performed microstructural analysis by using a scanning transmission electron microscope. We found that the Cr concentration in the dissimilar welds is higher than that in PNC-FMS and that spinodal decomposition (nano-scale Cr segregation) occurred during thermal aging (Fig.2(c)). Spinodal decomposition is a well-known phenomenon that occurs when ferritic steel with a high Cr concentration is exposed to high temperatures of 400 ℃−500 ℃ for a long period, inducing hardening and ductility loss. However, the welded zone formed by dissimilar welding exhibited a duplex structure consisting of a high-strength part (a ferrite matrix with nano-scale Cr segregation) and a highly ductile part (fine austenite phases) at the submicron scale (Fig.2(d)). Since the dissimilar welded zone formed in this work is a composite-like material, even if a local fracture occurs in the ferrite phase with reduced ductility, the finely dispersed austenite phases terminate the propagation of cracking; therefore, ductility loss is suppressed.
Mechanical strength tests and microstructural analysis were performed. The results revealed the feasibility of the dissimilar welding technology for the PNC-FMS wrapper tube. Neutron irradiation tests will be conducted after the Joyo restarts to demonstrate the integrity of the welded zone under high burnup operation.
(Takashi Tanno)

