Composite superconductors, such as Nb3Sn and Nb3Al, are the best candidates for the high-field, large-current superconducting coils of fusion reactors. Although the fabrication of Nb3Sn conductor is already practicable, the maximum field generated by a large Nb3Sn coil is around 13 T. In contrast, a Nb3Al coil can generate a field up to 16 - 17 T. The Nb3Al conductor has therefore been developed as an advanced superconductor candidate. However, since the maximum unit-length of the Nb3Al wire was less than a few hundred meters because of breakage during drawing, no large Nb3Al coil could be fabricated until recently.
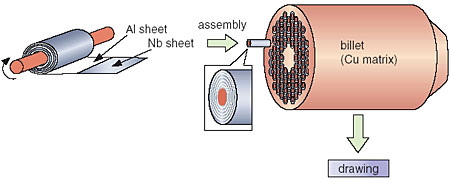
To manufacture Nb3Al, Nb and Al are heat-treated together at more than 1800 degree Celsius in a conventional process. However, any copper (Cu) in the wire melts when it is exposed to a temperature exceeding the melting temperature of Cu, 1085 degree Celsius. We developed a technique to fabricate Nb3Al conductor having high superconducting performance by a heat treatment at 750 degree Celsius for 50 h by making the multiple layers of Nb and Al extremely thin (less than 1 micrometer), as can be seen in Fig. 2-19.
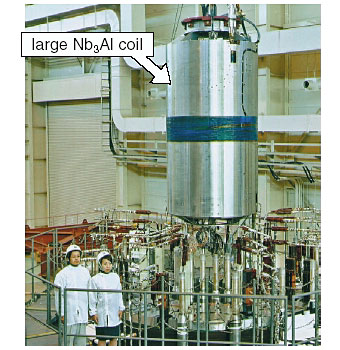
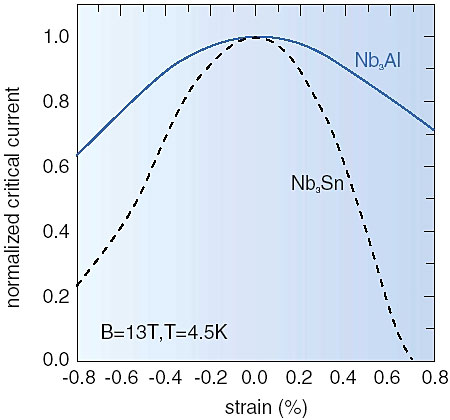
We also developed a mass production technique for this process, and Nb3Al wire was mass-produced to fabricate a large Nb3Al coil (Fig. 2-20). In the fabrication of the Nb3Al coil, since Nb3Al has better critical current tolerance (the maximum current flowing in the superconducting state) over strain, as shown in Fig. 2-21, the conductor could be wound after its heat treatment. This greatly simplifies the coil fabrication process.
The coil could stably be charged to a nominal point of 46 kA at 13 T. In addition, an extended charge to 60 kA at 12.5 T, in which the conductor was subjected to 125% electromagnetic force of nominal operation, was successively performed. These results show that the Nb3Al conductor is suitable for a large coil whose conductors are subjected to large electromagnetic forces and promise the feasibility of the magnets for a post-ITER reactor, Demo plant, which will be operated at a high field (more than 16 T) and large current (more than 80 kA).
|