|
|||
|
|||
|
|||
|
|||
核融合炉の炉内構造物や真空容器を補修・交換する際には、機器の一部を切断し、その後再び溶接して修復する必要があります。ところが、使用されていた部材は、核融合反応に伴う高速中性子の照射を受けているため、溶接後、溶接部の強度が元通りに得られるかどうかが問題となります。
そこで、ステンレス鋼の再溶接による機械的特性への影響を調べるため、材料試験炉(JMTR)で、2.0×1020
n/cm2まで中性子照射した材料と未照射材料を組み合わせてTIG溶接した試験片を製作し、引張試験を行いました。
その結果、図8-5に示すように、引張強度、0.2 %耐力は、いずれの材料の組み合わせでもあまり変化しませんでしたが、破断伸びは、
未照射材同士>未照射材と照射材>照射材同士
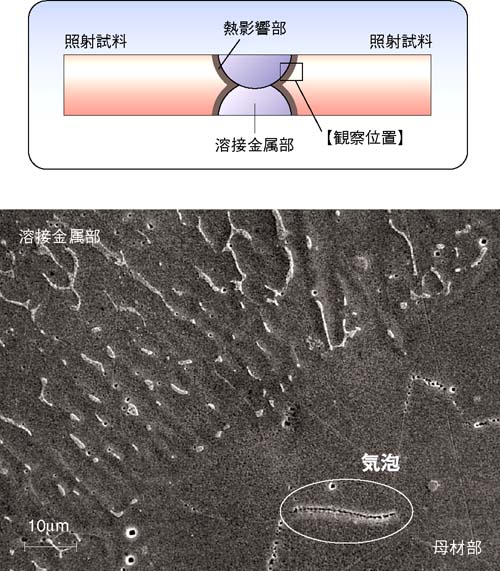
の順で小さくなりました。とくに、照射材同士の場合には、ほとんど伸びず、溶接に伴う熱の影響を受けた部分(熱影響部)で破断しました。電子顕微鏡で観察した結果(図8-6)、その熱影響部の結晶粒界に気泡が観察されました。中性子照射により材料中に生成されたヘリウム(He)が、溶接熱により熱影響部に凝集し気泡に成長することにより、粒界の強度を弱くしているものと考えられます。
これらのことから、再溶接後の機械的特性の関係が明らかになり、少なくとも新品との再溶接による強度には問題のないことがわかりました。
参考文献
K. Tsuchiya et al., Reweldability Test of Irradiated SS316 by TIG Welding Method, J. Nucl. Mater., 233, 218 (1996).
| ご覧になりたいトピックは左側の目次よりお選び下さい。 |
|
たゆまざる探究の軌跡-研究活動と成果1998 copyright(c)日本原子力研究所 |