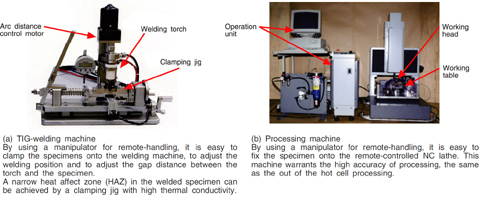
Fig.14-16 Technical development of a remote-handling type welding/processing machines
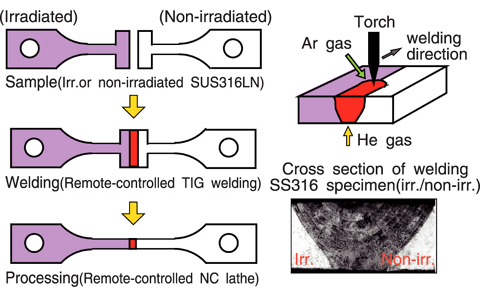
Fig.14-17 Welding/processing procedures for fabrication of test specimens
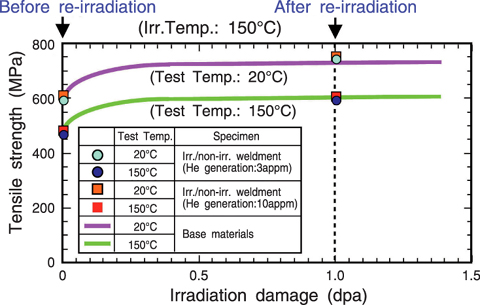
Fig.14-18 Neutron irradiation test results of welding material before and after irradiation
For maintenance and/or replacement of the fusion blanket, new cooling pipes for the blanket will be joined by welding to the existing cooling pipes irradiated by high energy neutrons. Therefore, it is necessary to evaluate the effect of helium generation by neutron irradiation on the mechanical properties of the weldment. In this study, all the work from the welding and processing of test specimens, to the installation of the specimens into the irradiation capsule, were performed in the hot cell by remote handling. Therefore, the remote-handling welding/processing machines, and the assembling procedure of the irradiation capsules were developed based on the experiences of the post irradiation examinations in the Japan Materials Testing Reactor (JMTR) hot laboratory.
The remote-handling type Tungsten inert gas (TIG) welding machine (Fig.14-16 (a)) was developed. In order to evaluate the mechanical properties of the weldment correctly, a plate with a tab where the crater part is able to be removed, was adopted as the shape of the test specimens. On the other hand, the processing machine (Fig.14-16 (b)) with the end-milling type numerical control (NC) lathe was developed. It is possible to fabricate the weldment specimens with high accuracy in dimensions to within 50 μm. These developments for remote-handling techniques enabled a systematic evaluation on the mechanical properties of weldment specimens with irradiated and non-irradiated materials.
Using austenitic stainless steel SS316-LN-IG (IG means "ITER" grade) irradiated up to the "ITER" irradiation conditions in "JMTR", the TIG welding between the irradiated and non-irradiated materials was tested in a hot cell (Fig.14-17). From the test results, it was obvious that the sealed gas and the welding heat affected the welding, as there were defects such as, a crack on the surface and the cross section of weldment, an undercut and insufficient welding. Especially, it was found that when the welding heat input was about 1 to 2 kJ/cm, a good weldment specimen without cracks could be obtained. Furthermore, their welding test specimens were processed as tensile-type weldment specimens, and they were installed onto the irradiation capsule in the hot cell. The neutron re-irradiation test was successful in "JMTR", and the mechanical properties of a re-irradiated weldment was obtained for the first time in the world (Fig.14-18).