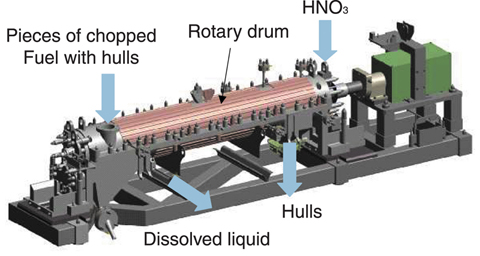
Fig.1-22 Rotary Drum Type Continuous Dissolver
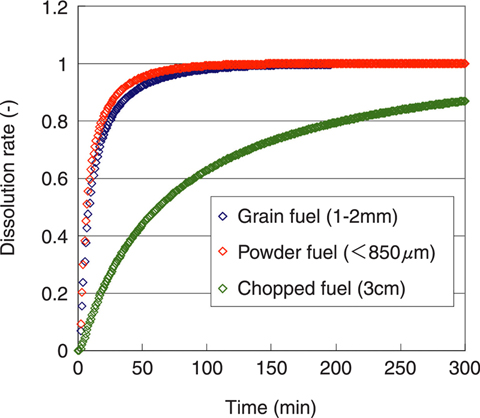
Fig.1-23 Result of irradiated fuels dissolution test
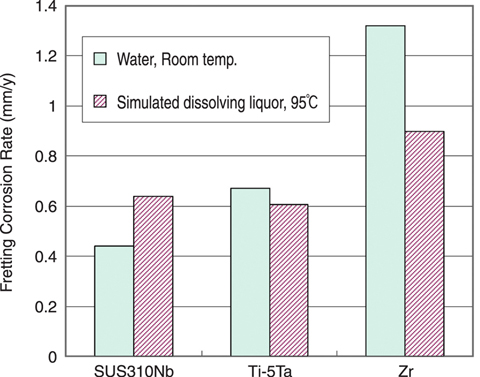
Fig.1-24 Result of fretting corrosion speed
We have been developing a rotary drum type continuous dissolver for FBR spent fuel reprocessing in favor of ensuring criticality safety for the fuel of high Pu concentration. The apparatus has a screw structure with several meters long, and is designed to dissolve spent fuels well and exhaust hulls effectively not only by means of counter-flow contact between chopped spent fuels and fresh nitric acid, receiving spent fuels from one end of the drum and fresh nitric acid from the other end, but also by means of rocking the drum to accelerate dissolution and rotating the drum for transferring the hulls (Fig.1-22).
The advanced aqueous reprocessing system (NEXT) adopts a crystallization process for recovering uranium from dissolver solution. In this process, a high concentration of heavy metal solution is required to get a high rate of recovery. Hence, pins are sheared to shorter lengths so that the fuel is more powderized for better dissolution. Fig.1-23 shows the dependency of the dissolution rate on the grain size of irradiated MOX fuel. It was confirmed that the dissolution rate of powder fuel is higher than that of 3cm chopped fuel, and also confirmed that a grain size of 2mm or less could achieve sufficient shortening of time for completing a high rate of dissolution.
As for the corrosion resistance, the thickness of the drum structure should be chosen to have an appropriate safety margin against fretting corrosion, since the material might be worn away by hulls rubbing back and forth on the drum surface during swinging and rotation as well as static wet corrosion caused by high temperature (95°C) and high concentration of nitric acid (max12N). We therefore evaluated the fretting corrosion rate of Zr,Ti-5Ta and SUS310Nb, well known anti-corrosion materials used in reprocessing plants, in a corrosion test composed by a special apparatus that contained hulls(SUS316) and that simulated actual nitric acid solution and swing motion conditions. As a result, the fretting corrosion rate of Zr was faster than the others, although Zr was more resistant to static corrosion (Fig.1-24). The fretting corrosion rates of Ti-5Ta and SUS310Nb were almost same in the simulated solution, while the abrasion in water conditions depended on the hardness of the materials, which indicates the necessity of material selection considering the combined effect of static corrosion and wear of re-passivized surface film by friction.
We are now developing a 50t/y capacity dissolver, and with integration of all the above knowledge, e.g. drum bearing characteristics, will plan development of a 200tHM/y dissolver.

