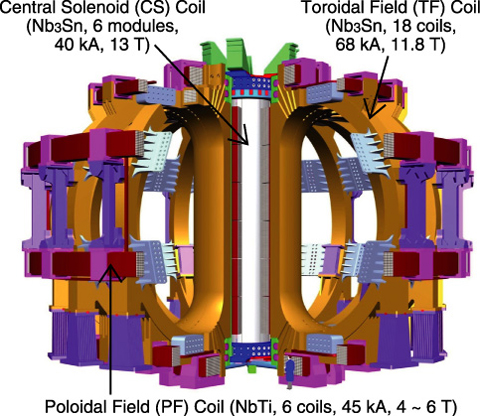
Fig.3-2 ITER superconducting magnet system
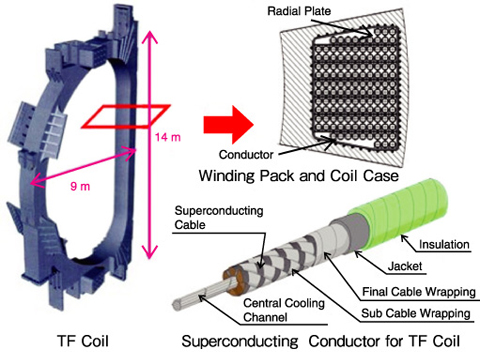
Fig.3-3 Structure of TF coils and their superconductor
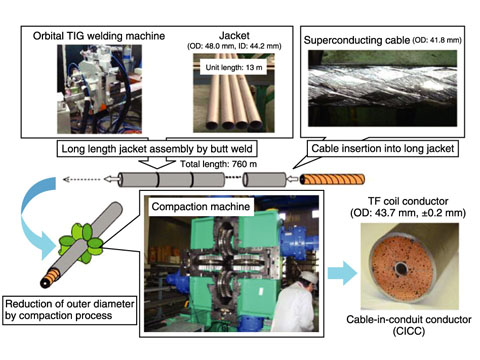
Fig.3-4 Fabrication process of the TF conductor
The ITER device being constructed by Japan, China, the EU, India, Korea, Russia and the US, will have a field of 10 T in order to confine and control a very high temperature plasma. Huge superconducting coils are necessary for this purpose (Fig.3-2). The height, width and weight of a toroidal f ield (TF) coil, which generate the magnetic field, are 14 m, 9 m and about 300 tons, respectively (Fig.3-3). Japan is procuring 9 TF coils and 25% of all TF superconductors, and is the first to begin manufacturing the TF conductors.
A circular superconducting cable, consisting of around 1000 superconducting strands, is inserted into a circular stainless steel jacket (Fig.3-4). The jacket is composed of tubes, each 13 m in length, that are butt-welded by an a utomatic welding machine to create a single length of 760 m. The gap between the cable and the jacket is approximately 2 mm. The pulling force on the cable is approximately 4 tons. Following cable insertion, the jacket is compacted to the specified diameter in a single step. After welding, a helium leak test, radiographic inspection and a dye penetrant test are carried out on the welds. Following the c ompaction, outer diameter tolerances of 0.2 mm, corresponding to 0.5% of the outer diameter (43.7 mm), are confirmed through continuous laser measurement. The conductor is wound as a one-layer solenoid with a diameter of 4 m, and a helium leak test is carried out in a vacuum tank. Demanding specifications have required the development of exacting quality assurance techniques. These techniques were confirmed as valid during the fabrication of a 760 m Cu dummy conductor, as a result of which we have started fabrication of actual superconductors at the rate of approximately one conductor per month.
<Previous: 3 Nuclear Fusion Research and Development | Next: 3-2 >

