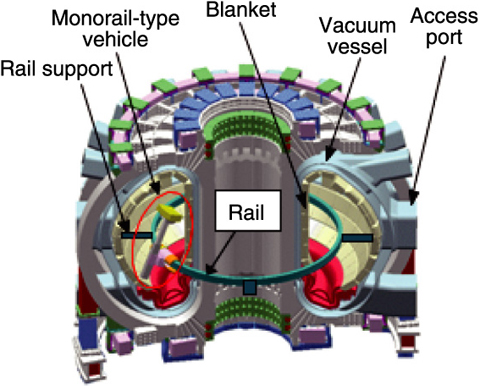
Fig.3-5 In-vessel remote handling robot for the ITER
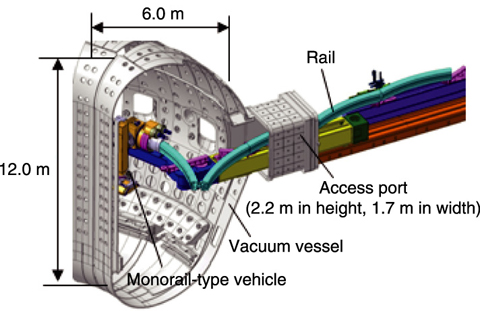
Fig.3-6 Conditions for installation of the maintenance robot in the vacuum vessel
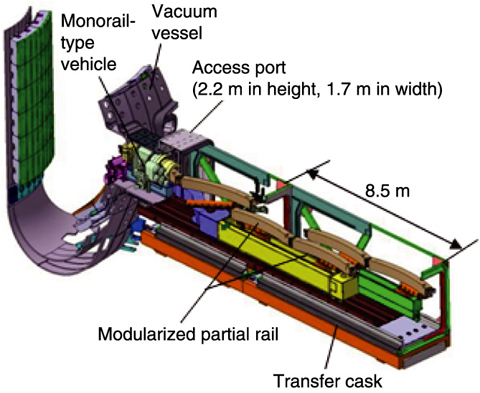
Fig.3-7 Equipment for installing the maintenance robot into the vacuum vessel
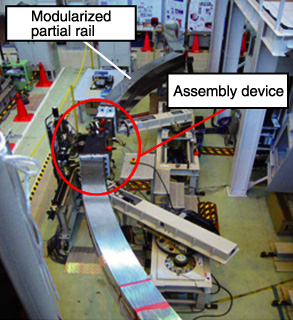
Fig.3-8 Demonstration for assembly of modularized partial rail
In the ITER, an international experimental fusion reactor, in-vessel components such as the blanket will be maintained by remote equipment. The blanket of the ITER is divided into 440 modules so as to make possible easy maintenance and exchange; each module is a heavy (4.5 tons) and large (1.4 m ×1.0 m×0.5 m) component. Therefore, development of a maintenance robot for remote maintenance of the blanket is necessary to maintain this tokamak device.
The main features of the robot system are high mobility of the robot and high stiffness of the rail, on which a monorail-type vehicle travels equipped with a manipulator, and which is supported by four supports every 90 degrees (Fig.3-5). Thus far, high precision heavy component handling technology has been demonstrated via a prototype of the robot system. In the future development of the robot system, the important technical issue to be solved to put the system into practice is the robot system installation method.
The requirements for the installation method are: (1) that the robot system can be installed into the vacuum vessel through the access port (2.2 m, 1.7 m), which is narrow compared to the maintenance area (12.0 m, 6.0 m), and (2) that the robot system can be transported by means of a transfer cask (8.5 m in length, 2.5 m in width, 3.0 m in height) (Fig.3-6). In order to satisfy these two requirements, the rail and the rail assembly/deployment device are modularized and separated. Modularization makes it possible to install the robot system through the narrow access port and transport the robot system by the transfer cask (Fig.3-7).
A technical issue for the modularization is the highly precise (0.1 mm) assembly of the modularized partial rails. Moreover, position sensors cannot be used because of the radiation environment near the access port, and thus the only possibility is to utilize passive positioning with a guiding mechanism. To solve this issue, a new assembly device was developed to enable high precision assembly, and the device shown in Fig.3-8 reduced the positioning error to 0.1 mm. As a result, the automatic assembly technology for the installation of the robot system through the narrow access port was established, and the technical issues were therefore resolved for fabrication of the actual machine.

