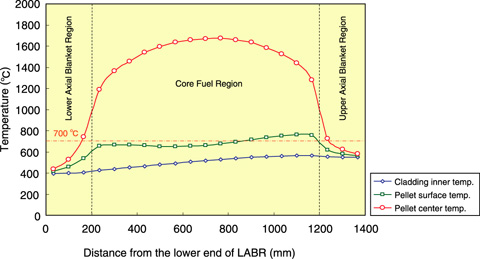
Fig.1-25 Analyzed fuel-temperature distribution
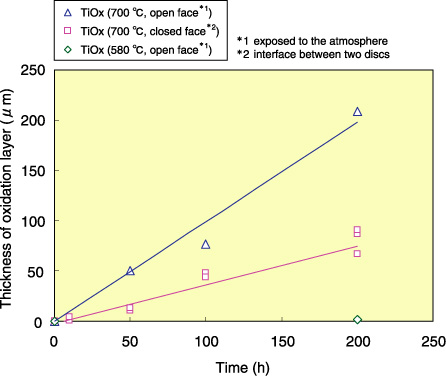
Fig.1-26 Dependence of titanium-oxidation-layer growth on heating time
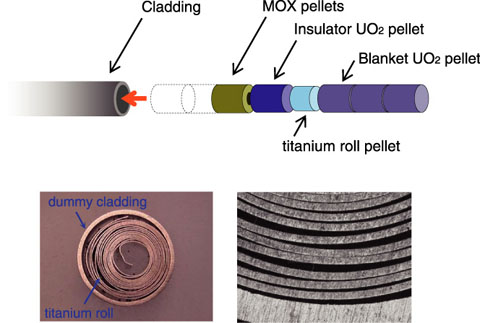
Fig.1-27 Method for preparing titanium roll pellet and cross sections of a produced roll pellet
Increasing the burnup is essential for attaining economical competitiveness of fast reactor systems. Because excess oxygen accumulates in the fuel and accelerates cladding corrosion in proportion to the burnup, it should be removed. The use of an oxygen getter is one of the solutions for removing excess oxygen, but almost no papers have reported the application of the option in removing excess oxygen from pellet-type mixed oxide (MOX) fuels. Therefore, a feasibility study on the oxygen getter option for pellet-type MOX fuels is in progress.
First, a survey of oxygen getter materials was carried out and titanium was selected after considering factors such as the oxygen potential, melting point and neutron absorption. Second, the configuration of the getter material and the loading position were investigated. Contact of the getter material with the end surfaces of MOX pellets is not allowable because of the problem of compatibility. Therefore, there is practically no choice with respect to the loading position except the pellet-cladding gap or upper axial blanket region. A computational-analysis result showed that the temperature of the oxygen getter material at those locations was 396∼728 °C (Fig.1-25). Experimental results showed fast oxidation of titanium at 700 °C but quite slow oxidation at 580 °C (Fig.1-26). This suggests that absorption of the excess oxygen by titanium is expected only when it is located at the lower end of the upper axial blanket region where the temperature reaches 728 °C. The volume of titanium increases during oxidation to TiO2. To avoid mechanical interaction with the cladding, the getter titanium must be installed with low smear density that is less than 50%. Although some options like metallic particle packing or porous pellet installment were also discussed, installment of titanium pellets rolled up in titanium foils with a thickness of less than 100 μm was the most recommended option. The results of a test production confirmed that a titanium pellet roll with a controlled pellet diameter and with adequate gaps between foils could be produced without welding (Fig.1-27). These results show the feasibility of using titanium pellet rolls.

