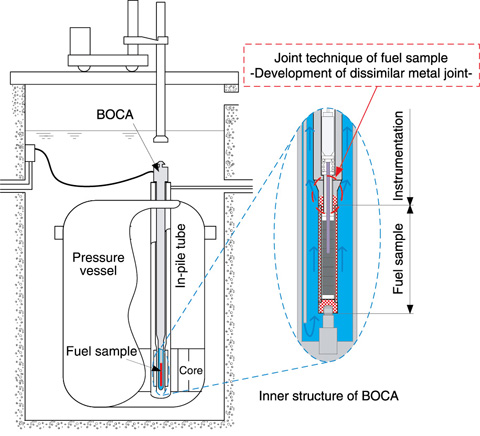
Fig.13-20 Power ramping test of LWR fuel in JMTR
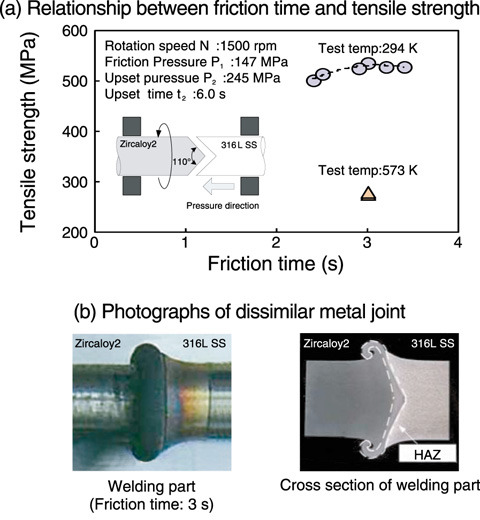
Fig.13-21 Joint test of the dissimilar metal joint
A power ramping test facility using a boiling water capsule (BOCA) in JMTR (Fig.13-20) has been prepared for integrity tests of high burn-up light water reactor (LWR) fuels under the power transient condition. In the BOCA, different material bonding has been applied to the fuel sample and instrumentation components, which are made of Zircaloy-4 and 304 SS, respectively. However, each metal has disadvantages: For Zircaloy-4, it is difficult to obtain the material for manufacturing a tube having the same diameter as the fuel sample. Moreover, 304 SS is prone to stress corrosion cracking under neutron irradiation, and its use increases the amount of radioactive waste owing to the high dose after irradiation.
To overcome these disadvantages, two materials, Zircaloy-2 and 316L SS, were selected, and a new dissimilar metal joint was developed. In the development process, the condition of Zircaloy-2 and 316L SS joints obtained by friction welding was investigated. Joint tests were conducted to examine parameters such as the rotation speed, friction pressure, and friction time at room temperature. A suitable rotation speed and friction pressure were first determined, and then, the friction time was determined.
Tensile tests at room temperature showed that the tensile strength increased with increasing fraction time and ranged from 529 to 536 MPa at friction times greater than 3 s. Therefore, it is possible to obtain a minimum tensile strength of more than 480 MPa as regulated for 316L SS by the standard of the Japan Society of Mechanical Engineers (Fig.13-21(a)); note that 316L SS has a smaller strength than Zircaloy-2 at room temperature. Furthermore, a tensile test at 573 K (the maximum temperature during the power ramping test in JMTR) showed a tensile strength ranging from 277 to 281 MPa, which is almost the same as that of Zircaloy-2, 286 MPa at 573 K. Note that Zircaloy-2 has a smaller strength than 316L SS at 573 K.
Fig.13-21(b) shows an optical observation of the weld interface of the dissimilar metal joint. The heat-affected zone (HAZ) near the weld interface was observed in the cross section of the joint. However, the outer part of the HAZ was smaller than the center part, and the HAZ was forced out with the weld flash by friction welding. In addition, no cracks or holes were observed in the weld surface, thus confirming the integrity of the welding joint.
The above results clarify the relationship between the friction time and tensile strength for a dissimilar metal joint of Zircaloy-2 and 316L SS, and the joint condition was determined. In future, the technology developed for obtaining the dissimilar metal joint by friction welding will be applied to the fabrication of the BOCA.
This study was sponsored by The Secretariat of the Nuclear Regulation Authority (former Nuclear and Industrial Safety Agency, the Ministry of Economy, Trade and Industry of Japan).

