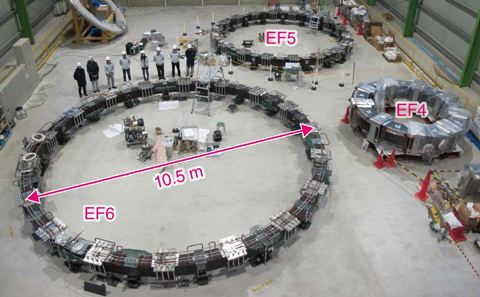
Fig.9-5 Three completed equilibrium field coils
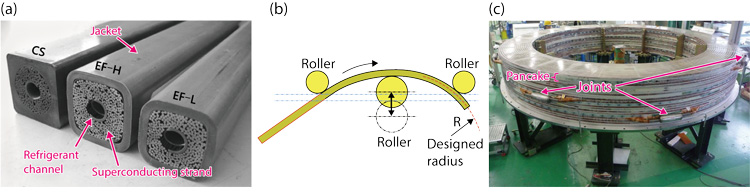
Fig.9-6 Process of superconducting-coil manufacturing
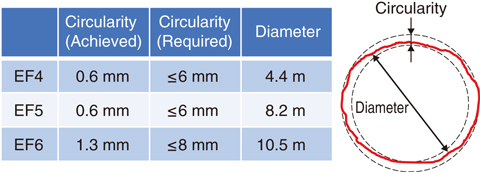
Table 9-1 Circularity of the equilibrium field coils (deviation from an exact circle)
The JT-60SA is an advanced tokamak device that supports the ITER mission and addresses key physics issues for DEMO with high mobility. One of its requirements is the ability to produce a high-precision magnetic field that stably confines fusion plasma of several hundred million °C in the air while controlling its shape and position. Manufacturing error of the superconducting coils should be minimized down to an permissible level.
Fig.9-5 shows completed circular coils, referred to as equilibrium field coils. The required circularity for the large coil EF6 (10.5 m in diameter) was estimated to be less than 8 mm (i.e., approximately 0.1% of the coil’s diameter) based on the allowable error field. As a result of the establishment of the manufacturing method for the superconducting coils described below, a high circularity of 1.3 mm was achieved (Table 9-1).
(1) Accurate bending of the superconductor
The superconductor is manufactured by containing a superconducting cable in a stainless jacket (Fig.9-6(a)). Then, the straight conductor is bent according to the designed radius of curvature by pushing rollers to the jacket (Fig.9-6(b)). Since non-uniform bending stiffness exists owing to the welding part between each jacket of unit length, a high-precision bending machine was developed, resulting in accurate and stable bending work.
(2) Distribution of the connection parts
A coil comprises layers of approximately 10 pancake coils, with each pancake is connected electrically (Fig.9-6(c)). The position of the pancake joints and inlets (joggle parts), which deteriorates circularity, was distributed in the toroidal direction to avoid cumulation of the non-circularity.
(3) Tuning of the relative position of each pancake
In the stacking process, the position of each pancake was tuned based on its measured current center such that the average error in the current-center circularity was minimized about the stacking axis (Fig.9-6(c)).

