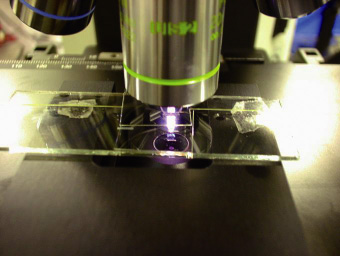
図14-1 レーザ微細加工
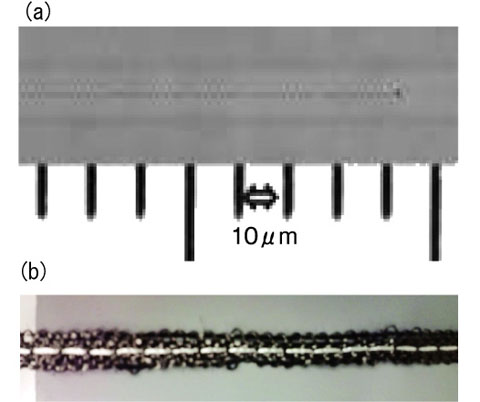
図14-2 光ファイバコア内FBGと繊維との複合強化
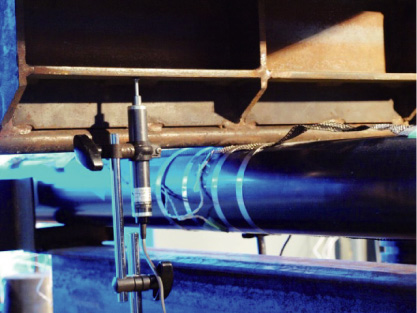
図14-3 模擬配管への実装と負荷試験
原子炉等の経年変化する複雑な配管について、地震時の変形挙動を把握するため、光ファイバコア内部に周期的な屈折率構造を描き込むFiber Bragg Grating(FBG)と呼ばれる光学技術を利用したセンサを開発しました。コア内部の周期的な屈折率の変化は、周期に対応する特定の波長の光を反射します。光ファイバを配管に密着して沿わせることにより、配管の変形がコアの周期的な屈折率構造を歪ませ、反射するレーザ光の中心波長を変化させます。
描き込み方法は、干渉露光法と直接描画法の二種類に大別されます。市販のセンサは、量産に適した干渉露光法で製造されますが、高温では使用できません。そこで、原理的に高温耐性に優れたセンサの製作が可能な直接描画法として、レーザによる点加工の繰り返し法を採用しました(図14-1)。石英ガラスにパルスレーザ光を集光すると、集光位置近傍がピコ秒以下の瞬間に融点を超える温度まで過熱されて急激に膨張し、その後冷却により、集光点の中心部分が低密度に、その周囲が高密度に変化します。この密度分布は、ガラスを軟化点まで再加熱しない限り保持されます(図14-2(a))。このとき、紫外線レーザではガラスの表層で吸収されてしまい、また、ナノ秒レーザではパルス時間が長すぎて熱による損傷が生じます。そのため、近赤外線のフェムト秒超短パルスが最も適した「光の彫刻刀」となりました。
また、このセンサを原子炉配管に実装するために最も重要な技術が、センサ部分の耐熱繊維編み込みによる強度向上です。ここでは、軽量かつ耐熱性の繊維として航空機や自動車にも利用が拡大しているカーボン繊維への編み込みを試みました(図14-2(b))。これにより、センサの実質的な強度が向上し、取扱いが格段に容易になりました。
さらに、計測用光源として、半導体レーザ励起のエルビウムファイバレーザの共振器の端部に回折格子を設け、その角度を微調整することによって波長可変とする小型光源の開発に成功しました。FBGから反射されるこの光源の中心波長をモニターします。
最後に重要となる配管への実装について、模擬配管への実装と負荷試験によって課題を抽出し、得られた知見を高速炉の2次冷却系ナトリウム冷却配管溶接部への取付けに活かしていきます(図14-3)。今後、地震計による揺れと配管溶接部の振動変形の同時観測により、社会への安全安心がもたらされます。

