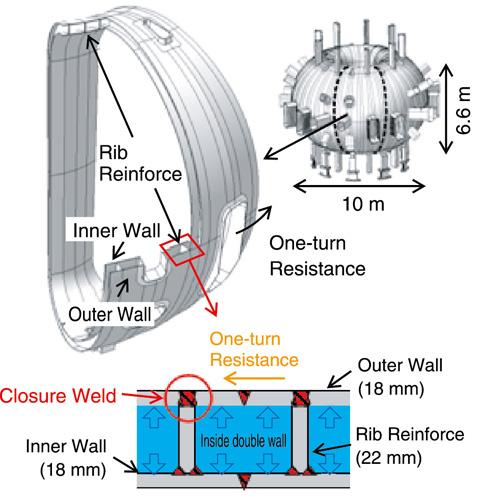
Fig.4-20 Vacuum vessel and double wall structure
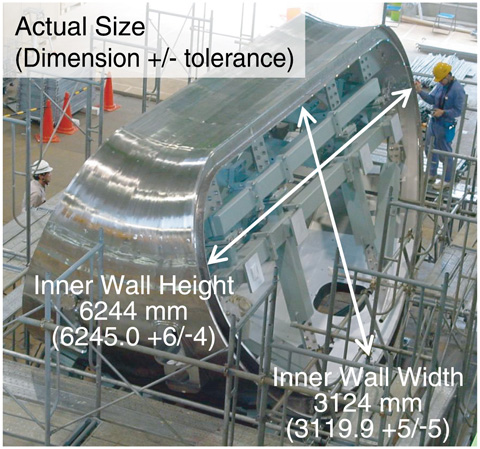
Fig.4-21 Product vacuum vessel
Upgrading the JT-60 to the JT-60SA tokamak machine with fully superconducting coils is the Japan-EU satellite tokamak program; this project is under both the Broader Approach program and Japanese domestic program. Japan is to manufacture a doughnut-shaped vacuum vessel (VV) with a height of 6.6 m and a diameter of 10 m, as shown in Fig.4-20. The VV is a double-wall welded structure with 18-mm-thick plates. Openings for plasma heating devices and diagnostic devices complicate the VV structure. Segments of the vessel are manufactured in a factory in 40° units; these units are then assembled on-site into the complete 360° structure. This welded vessel must endure enormous electromagnetic forces; however, the high precision required by the design means that the structure must undergo minimal distortion during welding.
The JT-60SA VV must have the following features: (a) a high vacuum for the core plasma, (b) a high one-turn resistance (16 μΩ) for plasma breakdown, (c) must be able to endure electromagnetic forces of up to 7.5 MN vertically and 2.5 MN horizontally, and (d) must be shielded against neutron penetration. Austenitic stainless steel 316L was selected as the structural material; each of the inner and outer walls have a thickness of 18 mm and the two walls are separated by 22 mm of rib reinforcement. Shielding water circulates between the two walls. The total weight of the vessel, including the water, is 400 tons. The vessel is supported by nine legs. The operational temperature is 323 K; however, a baking operation at 473 K is used to improve the quality of the vacuum. The baking is done by circulating high-temperature nitrogen gas.
In manufacturing, the double wall must be precisely weld-jointed into the 10-m diameter doughnut-shaped VV. To meet design tolerances, distortion must be minimized during welding, which in turn requires that heat input must be minimized. Welding inspections are hampered because it is impossible to watch, from inside the double wall, welding penetration at closures. Some structural members were designed with a partial penetration weld-joint, which is focused on the rib reinforcements. Partial penetration welding, which requires less heat input and therefore causes less distortion, was adopted for rib welds at the inner and outer walls; full penetration welds were not needed for the structure to endure large electromagnetic forces. A limit of heat input was determined before manufacturing and a 20° upper-half mock-up was fabricated to test the manufacturing procedure. Feasibility of manufacturing and integrity of the structure were validated. Major dimensions on the product were within the few millimeters of allowed tolerances; thus, high precision was achieved in manufacturing the product vessel (Fig.4-21).
Manufacturing of the VV started in late 2009. The first 40° unit (two sectors) was completed in May 2011, as shown in Fig.4-21, and three 40° units were completed by the end of March 2012. Another three sectors will be completed in fiscal year 2012. Manufacturing of all sector units will be finished in fiscal year 2013.

