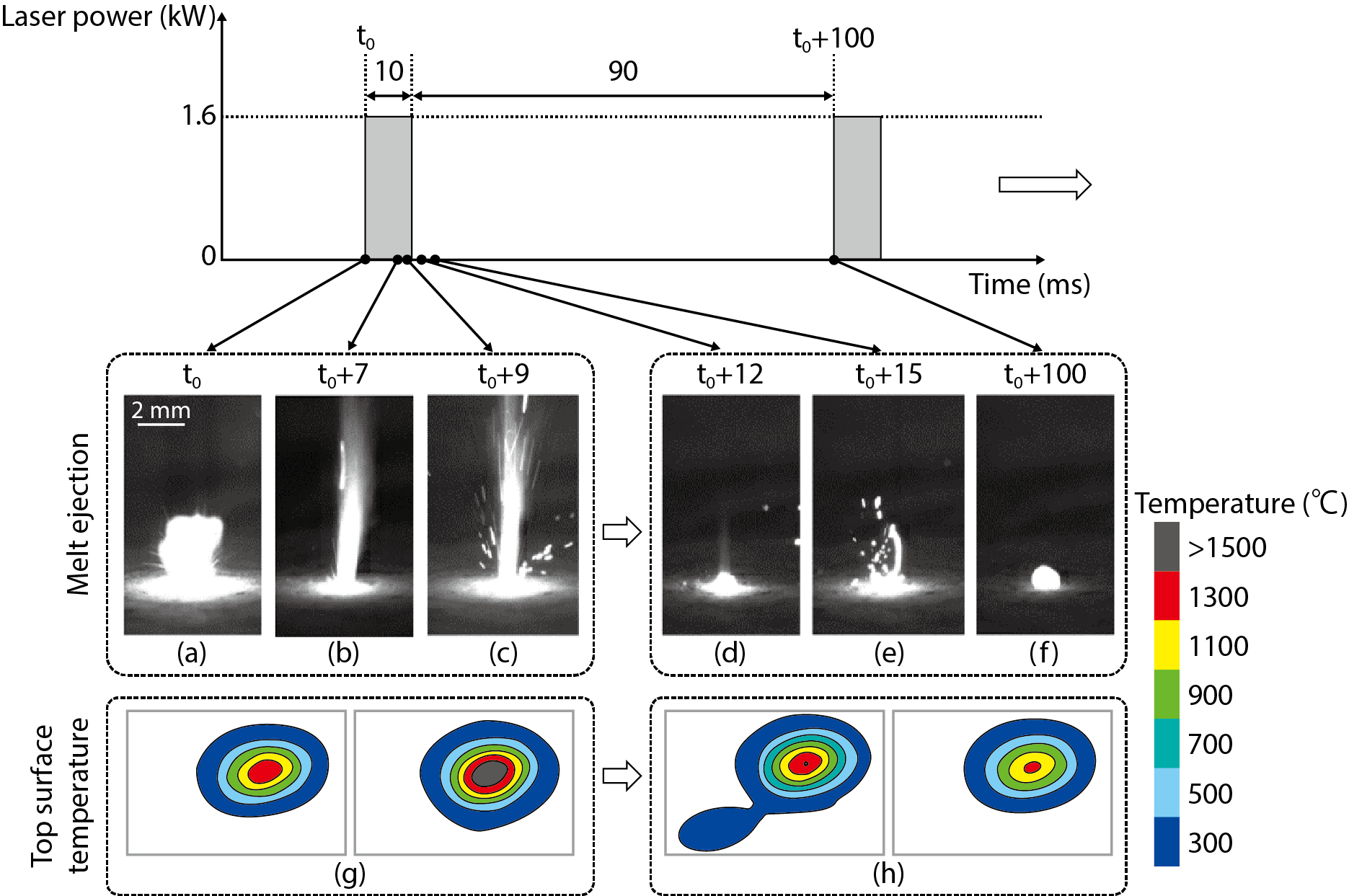
Fig.1-19 Images of melt ejection and temperature profiles on the top surface during QCW laser irradiation
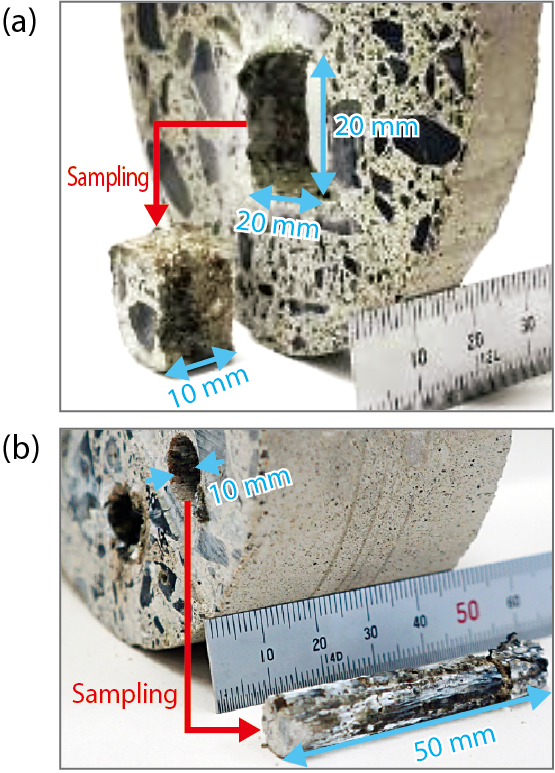
Fig.1-20 Sampling test of concrete
Safe and secure decommissioning of the TEPCO’s Fukushima Daiichi NPS is a national issue. To evaluate the soundness of the reactor-pressure vessel and the primary containment vessel over the long period of decommissioning, we should develop suitable inspection technologies. On the other hand, maintaining safe and reliable conditions for aging public infrastructure such as roads and tunnels built during rapid economic growth is also a national issue. Thus, securing worker safety and enabling efficient inspection by workers are common shared issues. Therefore, we should develop remote technologies such as robots that incorporate advanced inspection technologies to overcome a high-dose environment or perform high-elevation works.
High-power fiber lasers are an attractive technology for material processing due to their advantages over mechanical-removal technologies, such as the capability to work over long distances with noncontact processing and ease of coupling with remote control. In this study, we have developed remote-sampling technology using a quasi-continuous wave (QCW) fiber laser. The advantages of the QCW fiber laser with a high peak power include a smaller heat-affected zone (HAZ) and a higher controllability with a smaller and lighter processing head than a continuous-wave laser. The results of melt ejection and the temperature profile during the QCW laser sampling are shown in Fig.1-19. When a laser pulse interacts with concrete, the surface is quickly heated to high temperature via the absorption of laser energy, causing the concrete to be melted and vaporized. A vapor plume was created immediately at the beginning of the laser-sampling process. As the surface temperature reached the vaporization point, part of the molten concrete was further vaporized by the pressure created by the beam upon the molten concrete’s surface. Figs.1-19(d) and (e) show the melt-ejection process, which continued even after the laser. Fig.1-19(f) shows the concrete surface kept at a sufficiently high temperature to control the molten phase until the next laser pulse.
Fig.1-20 shows that increasing the peak power to 6 kW enables us to sample a piece of concrete up to 50 mm with a laser-spot diameter, pulse width, and repetition rate of 1.1 mm, 10 ms, and 10 Hz, respectively.
We will further characterize and minimize the HAZ to use laser-sampling techniques to prevent the degradation of concrete.
The present study was supported, in part, by the Cross-ministerial Strategic Innovation Promotion Program (SIP), funded by the Japan Science and Technology Agency (JST).

