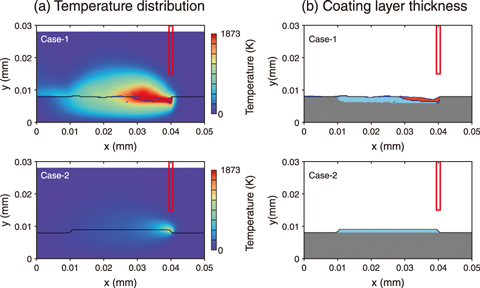
Fig.9-6 Simulation results using SPLICE: (a) temperature distribution and (b) coating layer thickness
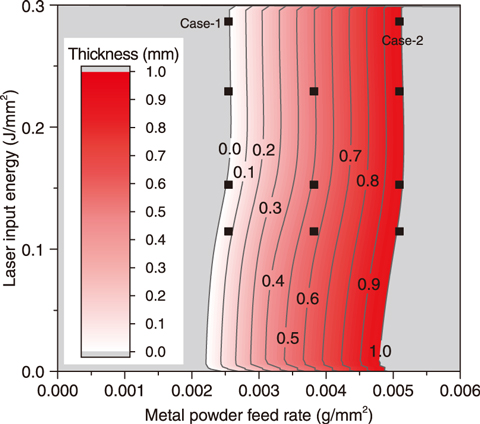
Fig.9-7 Design space for coating layer thickness, which is formed on a substrate by laser coating, derived with SPLICE
Lasers have been used in manufacturing processes for their high efficiency, high speed, low energy usage, low environmental impact, and low costs. The accurate representation of laser processing parameters within a database requires extensive experimentation, as performance is reliant on many parameters, including wavelength, output power, pulse width, sweep speed, and atmospheric conditions. Historically, the experience and intuition of experts have been relied upon to find and update processing parameters. If this system of judgments, observations, and actions can be realized in a cyberspace, a process equivalent to experts processing can be realized. Thus, a general-purpose thermohydraulics computational science numerical simulation code SPLICE was constructed.
This model was designed for gas-liquid-solid consolidated incompressible viscous flows including phase changes in various laser applications such as welding, cutting, and additive manufacturing. Here, SPLICE was applied for laser coating in order to make design spaces, and due to derive the optimum condition. As an additive manufacturing technology, laser coating is attractive due to its ability to freely form shapes. Additionally, it is an effective metal surface cladding technique, capable of increasing component lifetimes by melting and depositing an additive material such as a powder onto the substrate. To form a high quality coating layer, optimum conditions, such as the laser output power and metal powder feed rate, must be determined. SPLICE allowed for finding optimum conditions to satisfy the design demands in a shorter amount of time.
The SPLICE-modeled results are shown in Fig.9-6, where (a) and (b) show the temperature distribution and coating layer thickness, respectively. In Case-1, excess laser energy caused the penetration of the coating layer into the substrate. Better control of the laser input energy and metal powder feed rate in Case-2 then allowed for the coating layer to be formed on the substrate without penetration. The coating layer thickness under varying powder feed rate and laser input energy are shown in Fig.9-7, where the black plot (![]() ) indicates the simulation results for 11 cases including Case-1 and Case-2, which have been spline interpolated to represent the contour lines with a coating thickness of 0.1 mm as solid lines. These results were then confirmed with laser coating experimental results.
) indicates the simulation results for 11 cases including Case-1 and Case-2, which have been spline interpolated to represent the contour lines with a coating thickness of 0.1 mm as solid lines. These results were then confirmed with laser coating experimental results.
Visualizing the design space using SPLICE will greatly expand the scope and convenience of laser processing.
This study was partly supported by Council for Science, Technology and Innovation (CSTI), Cross-ministerial Strategic Innovation Promotion Program (SIP).

