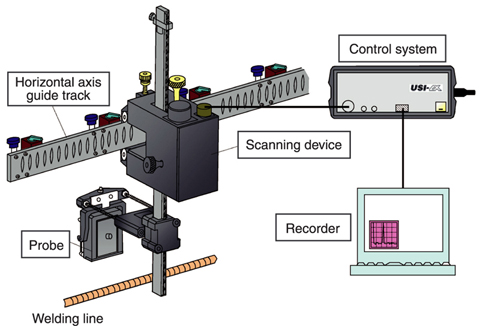
Fig.14-20 Semi-automated ultrasonic inspection system
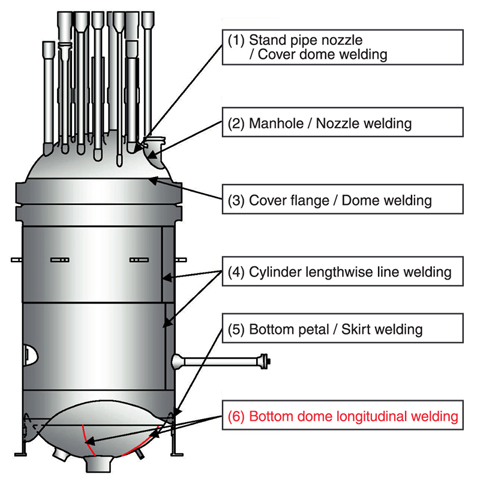
Fig.14-21 Main welding lines of the RPV of HTTR
The High Temperature engineering Test Reactor (HTTR) is the first high temperature gas-cooled reactor (HTGR) constructed by JAEA in Japan. HTGR is a high-safety reactor type, that can be designed to prevent severe accidents even if coolant is lost due to destruction of a pressure-bearing part. However, in-service inspections of the reactor pressure vessel (RPV) by non-destructive inspection as thorough as those for LWRs are still indispensable for safe HTGR operation.
So far, we have developed an automated ultrasonic inspection system in corporation with the Japan Atomic Power Company in order to automate the inspection of a reactor pressure vessel for HTGR and to shorten the inspection time. However, it was found that this inspection system cannot inspect the narrow spaces around the stand pipes and the curved area of the cover dome, because giving the system high performance increased its size. Therefore, we developed a semi-automated ultrasonic inspection system that can inspect any space reached by a magnet track attached to the RPV surface, as shown in Fig.14-20. Because the RPV test regulations stipulate that the weld line should be inspected from nine directions: perpendicular to the tangent plane of the weld line and from above, below, right, and left (four directions) with respect to two different weld line incident angles, we improved an ordinary ultrasonic signal processing system to be able to process ultrasonic signals in those nine directions. Besides, we gave a curvature to the magnet track which agrees with that of the RPV to allow access to any space to be inspected.
The RPV of an HTTR reaches much higher temperatures than that of a LWR, and therefore, in our design the maximum allowable working temperature was 440°C. 2.25Cr-1Mo steel, which has enough strength at high temperatures, was used as the material of the RPV. We prepared a test piece made of 2.25Cr-1Mo steel to obtain the distance-related amplitude reduction characteristics necessary for accurate detection of defects. Also, based on our determination of the sonic speed of the 2.25Cr-1Mo steel, we optimized the ultrasonic inspection conditions to allow measurement of defect positions with high accuracy. Moreover, we made a mock-up apparatus outside the reactor, and we improved the efficiency of the inspection by mock-up tests.
We executed a non-destructive inspection of the longitudinal welding lines of the dome at the bottom of the RPV shown in Fig.14-21 using the system resulting from the above R&D. The inspection confirmed that the safety and performance requirements of the RPV were met, because no echo signal which would indicate cracks or defects was detected.
By the development of this semi-automated ultrasonic inspection system, effective ultrasonic inspection of all welding lines of the RPV is possible. Therefore, a non-destructive inspection method for the RPV of the HTGR has been established.

