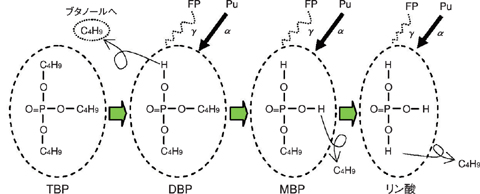
図8-3 溶媒劣化概要
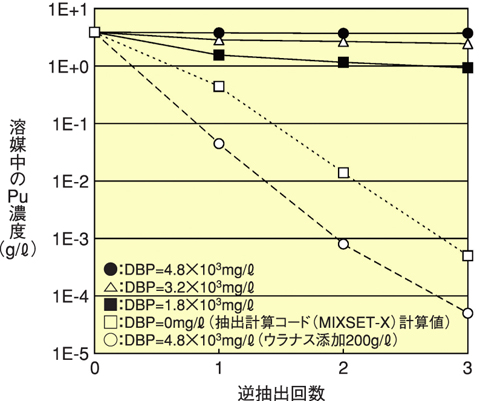
図8-4 高DBP含有溶媒(硝酸:0.1mol/L)からのPu逆抽出試験
東海再処理施設では、30vol%リン酸トリブチル(TBP)/70vol%ノルマルドデカン(溶媒)及び硝酸を用いたピューレックス法により、使用済燃料を再処理しています。抽出剤であるTBPは、放射線分解などにより劣化(溶媒劣化)することが知られています(図8-3)。特にプルトニウム(Pu)濃度が高いPu精製工程においては、Puからのα線(Pu-α)による溶媒劣化が問題となります。
東海再処理施設では、2007年から「ふげん」MOX使用済燃料を再処理しています。このMOX燃料は、低濃縮ウラン軽水炉使用済燃料に比べα線放出核種であるPu-238,Pu-240及びPu-242の含有量が多く、Pu-αが高くなるため溶媒劣化を引き起こしやすいと考えられます。
そこで私たちは、実際のMOX燃料再処理時に溶媒劣化評価試験として、Pu精製工程から採取した溶媒のサンプルを用いてPu-αによる溶媒劣化状況を調査するとともに、その影響を評価して、以下の結果を得ました。
(1)DBP生成に関して、放射線分解による影響(発熱量に依存)、イオン触媒による加水分解の影響(Pu濃度に依存)などを考慮し、以下の評価式を算出しました。
T=51.2W + 0.06[Pu] + 0.1
|
ここで、T: |
全DBP生成速度[mg/L・h)] |
| W: | 単位体積当たりの発熱量[W/L] (Pu濃度と同位体組成から溶媒の吸収エネルギーを算出) |
| [Pu]: | Pu濃度[g/L] |
このことにより、プロセス条件からPu精製工程内のDBP濃度を予測することが可能となりました。
(2)DBP濃度が高いとPuの逆抽出率は悪くなりますが、Puの還元剤としてウラナス(U4+)を用いると、問題なくPuを逆抽出できることを確認しました(図8-4)。
(3)MOX燃料を東海再処理施設で再処理した際のPu精製工程のDBP濃度プロファイルを取得しました。
なお、東海再処理施設のPu精製工程においては、過去に溶媒にPuを含んだまま、約20日間の工程停止の経験があり、この際のDBP濃度は最大約2.2×103mg/Lまで上昇しましたが、運転再開後においても逆抽出性能への影響がなかったことを確認しています。これは、東海再処理施設のPu精製工程の逆抽出に、Puの還元剤としてウラナスを用いているためと考えられます。
これらの成果は、今後のMOX燃料の再処理に向けての基礎データとなります。

