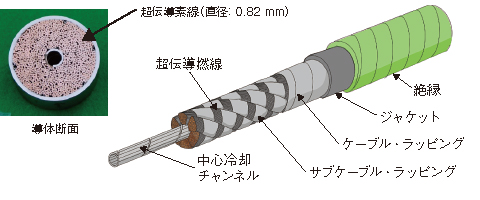
図9-7 ITER-TFコイル用超伝導導体
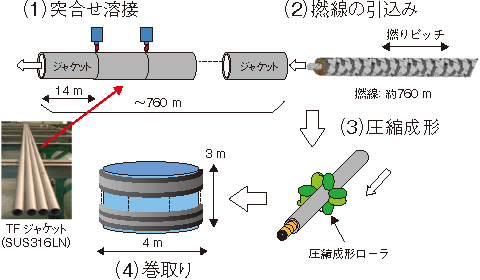
図9-8 超伝導導体の製造方法
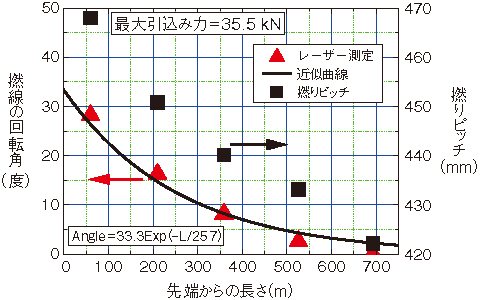
図9-9 製造した代表的導体の長さ方向に対する撚りピッチの分布と撚線引込み時の撚線の回転角度
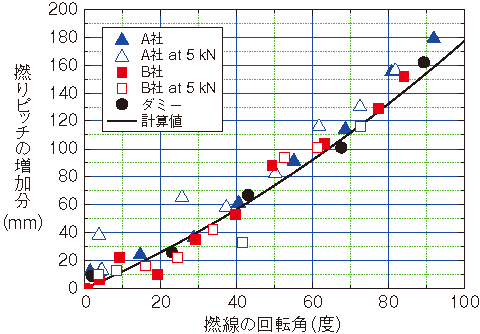
図9-10 撚線(長さ:5 m)の回転と撚りピッチの変化の関係
トロイダル磁場(TF)導体は、図9-7のように、直径0.82 mmの超伝導Nb3Sn素線約1000本を撚り合わせた超伝導撚線を図9-8のように、突合せ溶接により760 mの長さに長尺化された円形ステンレス製保護管(ジャケット)の中に引き込みます。その後、圧縮成型装置の4個のローラにより、所定の外径(43.7 mm)に1回で圧縮成型を行い、直径4 mに巻き取り、コイル製作工場に出荷します。ところが、この方法により製造された導体先端部サンプルの分解検査により、撚線の撚りピッチは撚線製作時の430 mmに対して、474 mmに伸びていることが確認されました。撚線は2社で製作しましたが、両社とも同様に撚りピッチが伸びていましたので、撚りピッチが伸びた原因を解明しました。なお、撚りピッチが伸びた導体の超伝導性能を測定した結果、493 mmまでは、超伝導性能に支障がないことが分かっていました。
そこで、撚りピッチの分布を調査するために、先端から760 mの後端まで連続的に約20 mmの長さごとに測定した導体の外径データを基に、撚りピッチに起因する0.05 mm程度の凹凸の周期をフーリエ解析により、製造した導体の長さ方向に対する撚りピッチを求めました。その結果を図9-9の■に示します。引き込みを行った撚線の先端部(L=0 m)から単調に減少していることが分かります。
引込み時の撚線の振る舞いを解明するために、長さ約5 mの撚線の引張試験を行い、撚線の撚りピッチと回転角を測定しました。その結果、図9-10に示す回転角と撚りピッチの増加の関係が得られました。![]() 線は、撚線を螺旋モデルにし、幾何学的にその関係を計算したもので、測定と良く一致します。この関係を用いて、 図9-9の撚りピッチからそれぞれの位置の回転角は、▲のように求めました。回転角を先端から後端まで積分して、引込み中の回転角を求めた結果、先端部の回転数は50ターンでした。
線は、撚線を螺旋モデルにし、幾何学的にその関係を計算したもので、測定と良く一致します。この関係を用いて、 図9-9の撚りピッチからそれぞれの位置の回転角は、▲のように求めました。回転角を先端から後端まで積分して、引込み中の回転角を求めた結果、先端部の回転数は50ターンでした。
また、回転センサーを用いて、引込み時の撚線先端部の回転数を測定しました。撚線の先端の回転数は、51ターンです。これは、計算で求めた値と良く一致します。
引張試験と回転測定により、撚りピッチの増加は、引込み中に引っ張られて、撚線は撚りが戻る方向に回転した結果であることが定量的に説明できます。この方法で導体を製作する場合、これは回避できないと考えられるので、導体端部の接続部の設計などにおいて考慮する必要があります。

