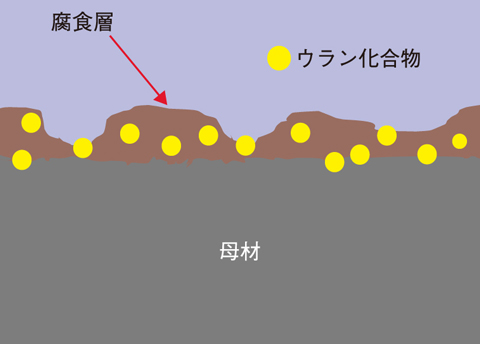
図8-7 ウランで汚染した金属表面の様子
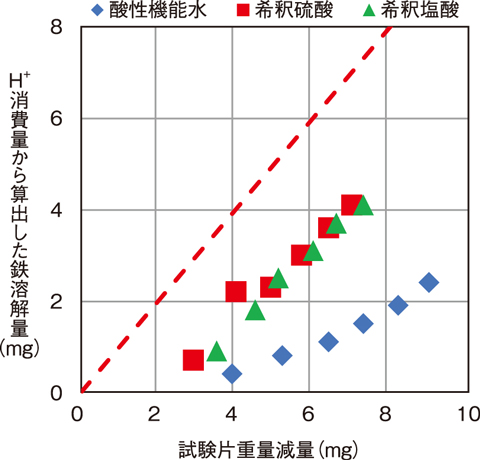
図8-8 腐食層を伴う炭素鋼試験片の溶解特性
私たちが進めているウラン取扱施設の廃止措置では、経済的合理性や環境負荷低減の観点から、ウラン廃棄物の発生量をできるだけ低減するための除染技術の開発を行っています。中でも、設備等の解体により発生する物量の多い金属廃棄物は、クリアランス制度が整備されているため、クリアランスレベルまで除染し、資源として再利用または一般廃棄物として処分することが重要になります。
金属廃棄物は、材質、形状や表面状態が多様であることから、除染には希釈硫酸等の湿式法が使われています。しかし、除染性能が高い反面、除染過程で発生する二次廃棄物量(最終的にウラン廃棄物量)が多いという課題があります。
ウラン濃縮に使用された遠心機の主要部材である炭素鋼では、解体時に大気中の水分と接触すると腐食層を生成します。腐食層は炭素鋼表面から酸素を取り込み形成されるため、炭素鋼表面に付着しているウランの多くは、図8-7のように腐食層に移行しますが、わずかなウランが極浅い母材中に残留します。従来使用されていた希釈硫酸等による除染では、母材金属の溶解が優先的に進むため、腐食層の除去に時間を要し、結果的に溶解した母材成分を含む二次廃棄物量が多くなると考えられます。
本研究開発では、ウランを溶解させ、母材の炭素鋼の溶解量を最小となる液性を目標に、pHが2.5〜2.8、酸化還元電位が1100 mV超となるよう、塩酸と次亜塩素酸をそれぞれ100 ppm程度含む酸性機能水の除染液への適用性を調査し、下記の結果を得ました。
(1)模擬試験片を用いた試験により、酸性機能水は除染廃液中の鉄溶解量に対する試験片重量の減量が多く、希釈硫酸等に比べて腐食層が効率的に除去されていることを確認しました(図8-8)。
(2)実際の遠心機から採取した試験片を用いた試験により、酸性機能水と超音波洗浄を組み合わせることで、希硫酸等を用いた場合よりも目標とする表面汚染密度(0.04 Bq/cm2)まで半分程度の時間で除染可能であることを確認しました。
(3)(2)の試験で使用した除染廃液を利用して廃液処理方法の評価を行い、希釈硫酸等を用いた場合と比較し、主として除染廃液中の鉄成分量の違いにより、二次廃棄物発生量が2割程度少なくできることを確認しました。
本研究は、日本原燃株式会社との共同研究「使用済み遠心機処理の合理化プロセスに関する共同研究」(平成27〜30年度)で実施されたものであり、今後も日本原燃株式会社と共同で実用化に向けた研究を進めていく予定です。

