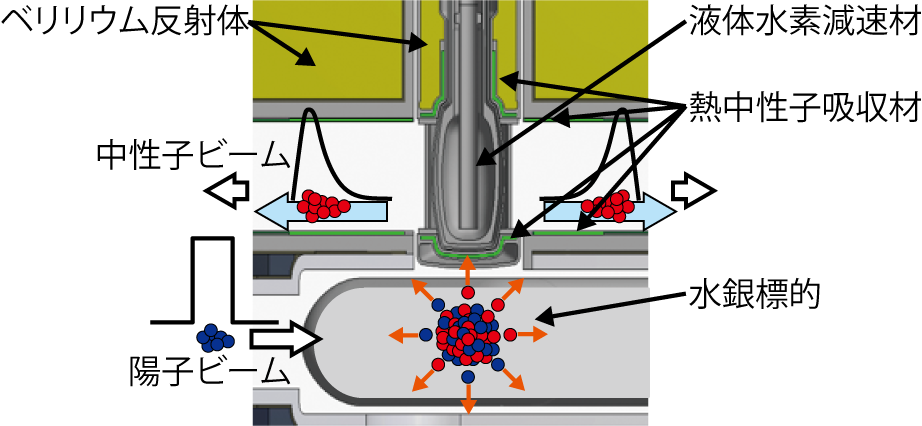
図5-9 核破砕中性子源断面図
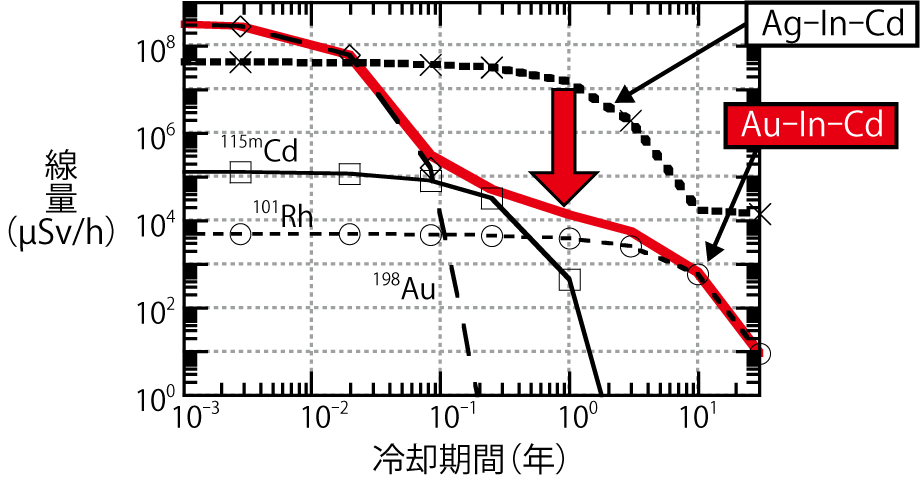
図5-10 Au–In–Cdによる6 MW・y運転後の放射線量の低減
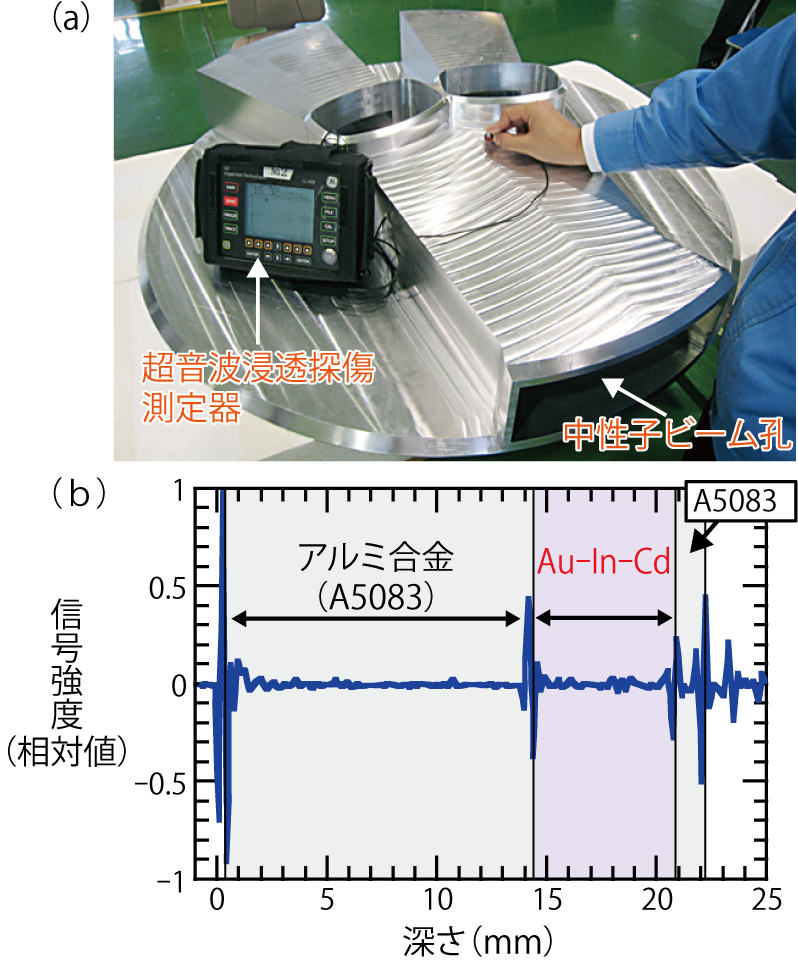
図5-11 HIP接合後の(a)反射体実機の中性子ビーム孔部位と(b)超音波浸透探傷測定器(UT)の測定結果の例
J–PARC物質・生命科学実験施設(MLF)の核破砕中性子源は、大強度パルス陽子ビームを水銀ターゲットに入射し、発生した高速中性子を減速材で減速して熱・冷中性子に変え、物質や材料の構造・機能を調べる実験装置に供給します。例えば、物質中の残留応力の変化に起因する中性子回折ピークのわずかな変化を測定するには、パルス幅が狭く時間減衰の早い良質なパルス中性子が必要です。一方、高速中性子の中には、散乱を繰り返しながらエネルギーを下げ、時間的に遅れて減速材に入ってくる中性子が存在します。これがパルス中性子の時間減衰を長くします。時間減衰を短くするため、MLFでは、遅い熱中性子を吸収する材料を減速材や反射体のビーム孔周囲に適切に配置しています(図5-9)。
MLFでは熱中性子吸収材として共鳴吸収型の銀-インジウム-カドミウム(Ag-In-Cd)合金を使用し、世界最高の中性子波長分解能を有するパルス中性子を供給していますが、減速材は構造材であるアルミ合金の中性子損傷のため6年ごと(1 MW照射)に交換する必要があります。一方、ビーム運転に伴い半減期418年の108mAgの蓄積量が増えて残留放射能が高くなると、機器交換や長期にわたる保管を行う上で問題になります。
私たちは、次に使う熱中性子吸収材料として、中性子吸収エネルギーがAgと類似し、かつ残留放射能の大きな低減が見込める金(Au)に着目し、Au-In-Cd合金の開発に取り組みました。計算によりAu-In-Cd合金が、Ag-In-Cdと同等の熱中性子吸収特性を示し、かつ使用済み機器の放射線量を3桁低減できることを見いだし(図5-10)、実用化に向けて合金の製造も行いました。
Au-In-Cd合金は、冷却水による浸食、核発熱による熱除去のため、減速材や反射体の構造材であるアルミ合金と密着させる必要があります。私たちはHIP(熱間等方圧加圧)を利用した小試験片サイズ(100 g程度)で接合試験を行い、設計で要求される強度(30 MPa)の3倍に達する条件を見いだしました。しかしながら実機接合では部材総重量が500 kg(Au-In-Cd合金を約10 kg含む)となるため、熱容量の増加により、内部は温まりにくく、温度上昇に遅延を伴い、表面と内部とで温度差が生じます。部材の表面と内部ともに、温度や保持時間が限定された最適な接合条件(535±5 ℃で1時間保持)を満足することが必要でした。そこで、熱解析により、接合部材の表面と内部が最適な接合条件を満足する条件を見いだし、その結果を実機に適応することで、健全な接合状態が得られることを確認しました(図5-11)。
今後、本研究で開発した材料に置き換えていくことで、低放射化による使用済み機器の取扱い負担を軽減するとともに、良質なパルス中性子ビームを供給し、物質の構造、相転移、残留応力などの研究分野の発展に引き続き貢献できるものと考えています。

