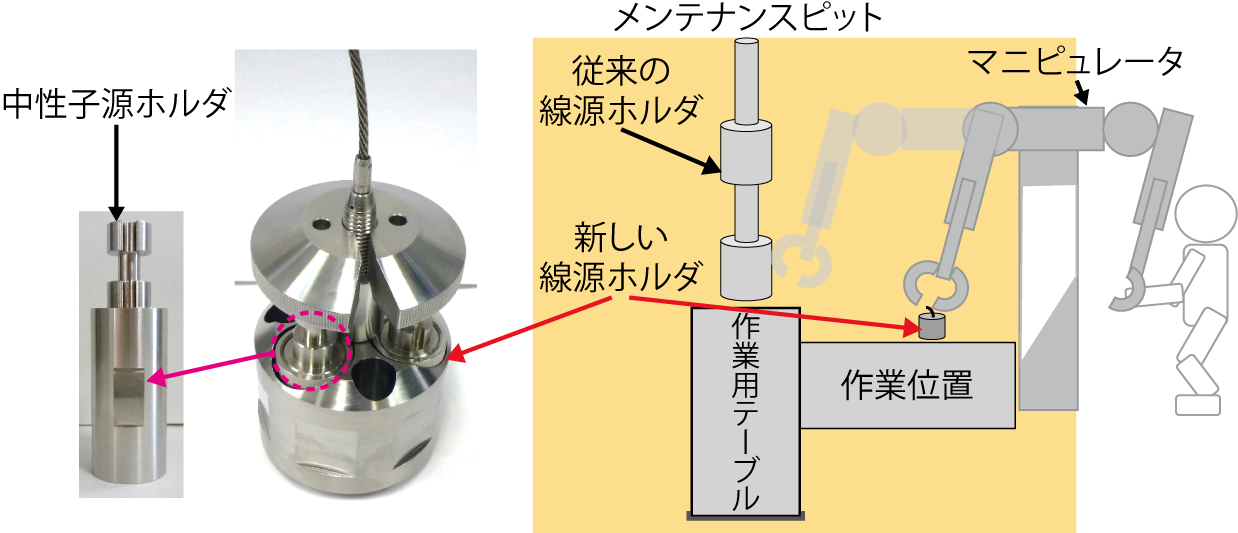
図6-9 改善後の中性子源交換作業のイメージ
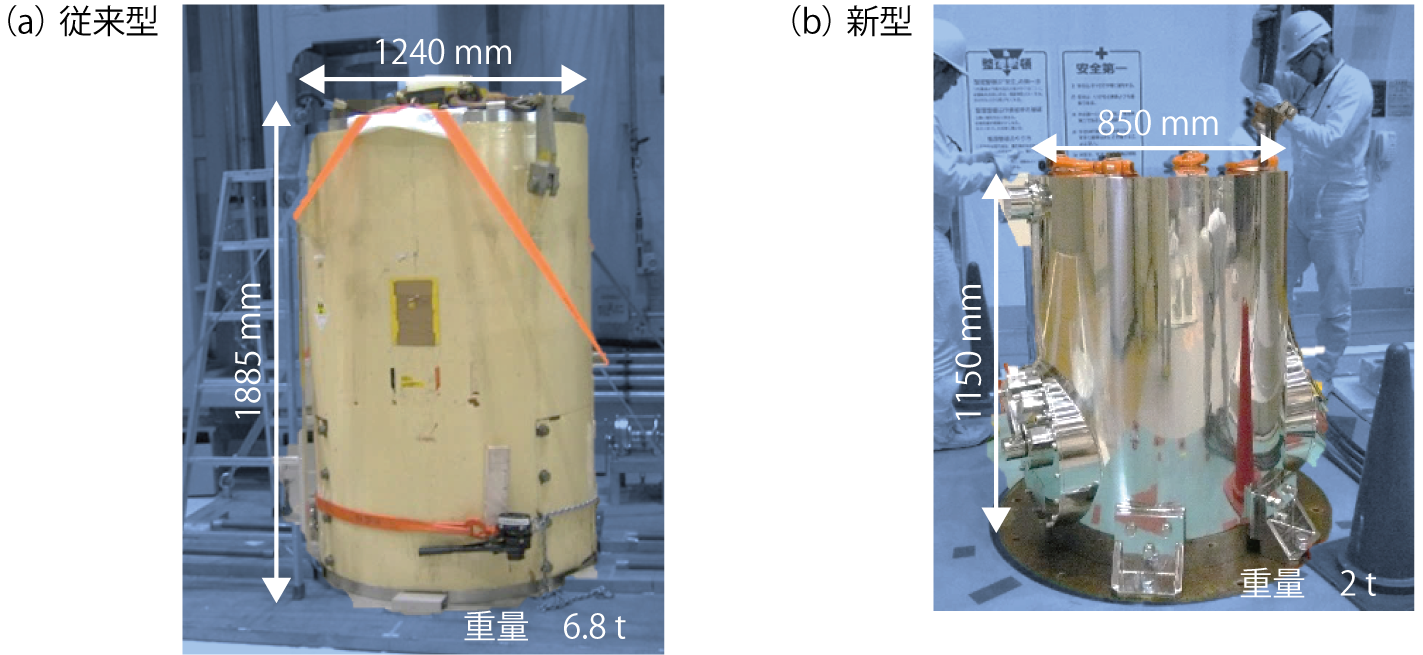
図6-10 輸送容器
高温ガス炉の実用化を目指すためには、原子力機構が有する我が国初の高温ガス炉である高温工学試験研究炉(HTTR)で保守管理に係る技術を蓄積し、継続的に改善して高度化することが重要です。
HTTRでは、運転時は原子炉の起動のため、また停止時は炉内に設置している広領域中性子検出器の健全性確認のため、中性子源を炉内に常時設置しています。
HTTRでは、中性子源としてカリホルニウム252を図6-9に示す中性子源ホルダ(直径30 mm、高さ100 mm)に装荷して取り扱います。中性子源の交換作業は、メンテナンスピット内で、マニピュレータによる遠隔操作で行います。中性子源は約7年を目途に交換しており、今後も定期的な交換が必要です。
中性子源交換作業の課題として、一つ目に中性子源が小さくマニピュレータによる取扱いが難しいこと、二つ目に輸送容器の構造により耐震安全性が不足していることが挙げられます。
そこで、これらの課題の解決策を検討し、以下の2点を提案しました。作業の安全性を高めるためにマニピュレータ操作者近傍で中性子源を取り扱えるようにすること、また、耐震安全性を高めるために輸送容器を小型化してボルトで固定する構造にすることです。
私たちは、この検討結果を基に新たな線源ホルダと輸送容器を製作しました。
マニピュレータ操作者近傍で中性子源を取り扱えなかった原因は、図6-9に示すように、従来の線源ホルダが大きく、作業位置に引き込むことができないことです。このため、作業位置から離れた場所で中性子源ホルダを線源ホルダから取り出し、作業位置へ移動させる操作が必要でした。私たちは、線源ホルダを小型化することで作業位置に引き込むことを可能とし、目測の誤りやマニピュレータの誤操作等により中性子源ホルダを誤って落下させる可能性のある操作を省略することに成功しました。また、線源ホルダを小型化したことにより、図6-10(a)の従来の輸送容器と比較して、図6-10(b)のとおり新たな輸送容器の本体も小型化でき、ボルトで固定する構造とすることで耐震安全性を向上させることにも成功しました。
このように、過去の作業から課題を明確化し、その解決策を反映させた新たな輸送容器を完成させることで、中性子源交換作業の安全性を高める改良をしました。
今後も保守管理における継続的な改善に取り組むとともに、ノウハウを蓄積して高温ガス炉の実用化に貢献していきたいと考えています。

